简而言之,频率是控制感应淬火中淬硬层深度的主要因素。 较高的频率将加热效应集中在零件的非常表面,形成一个浅而硬的淬硬层。相反,较低的频率允许加热效应更深入地渗透到材料中,从而形成更深的淬硬层,甚至实现整体淬火。
需要掌握的核心原理是“趋肤效应”。交流电的频率决定了感应电流(以及热量)渗透到工件的深度。这使得频率成为控制组件最终淬硬层深度的最关键变量。
核心原理:理解“趋肤效应”
要理解感应淬火,首先必须理解交流电在导体中行为的物理学原理。这受一种称为趋肤效应的现象支配。
什么是趋肤效应?
当交流电(AC)流过导体时,它不会均匀地利用整个横截面。电流密度在表面最高,并向中心呈指数级下降。
本质上,交流电“紧贴”材料的表面或“皮肤”。因此,由该电流产生的热量也集中在表面。
频率如何控制趋肤效应
这种载流层的厚度直接由交流电的频率控制。它们之间是反比关系。
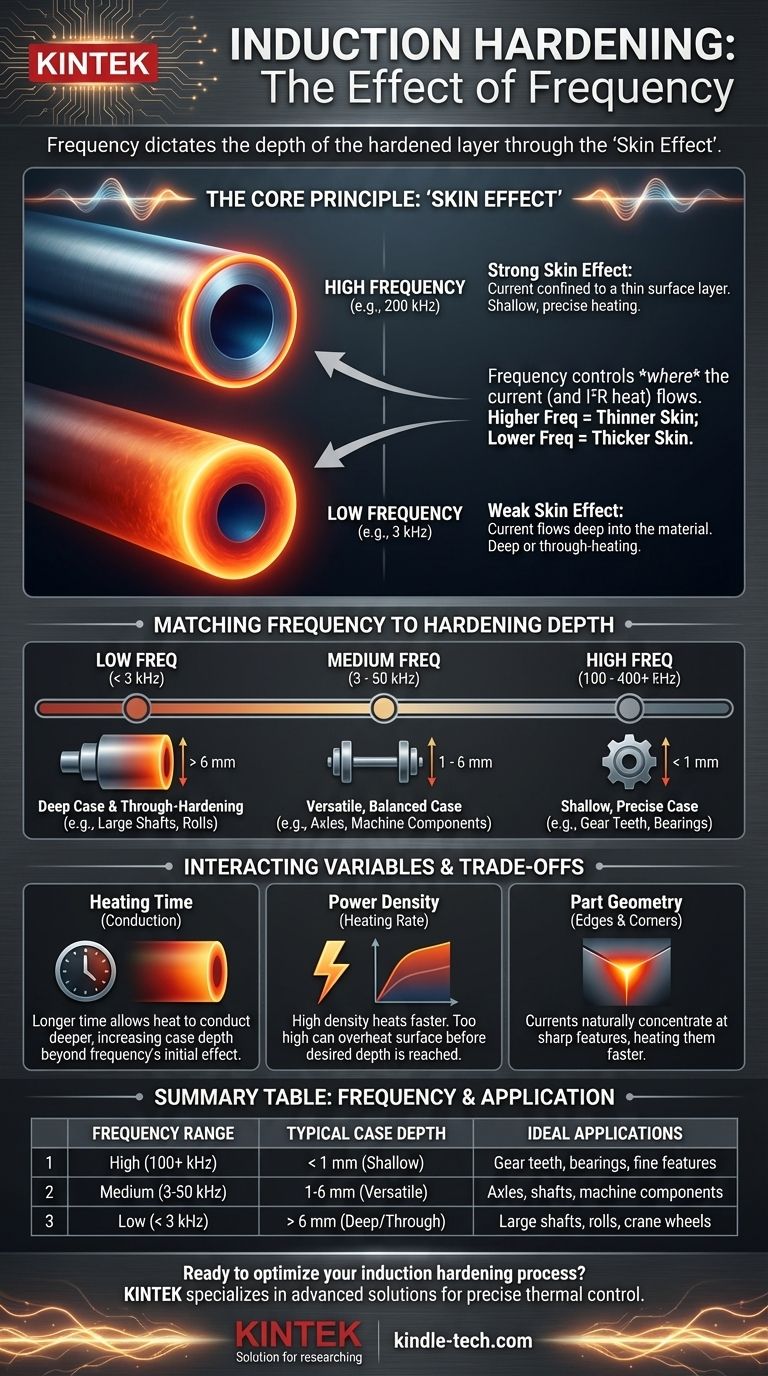
高频率(例如,200 kHz)会产生非常强的趋肤效应,迫使电流进入极薄的层。低频率(例如,3 kHz)会导致弱趋肤效应,允许电流更深地流入零件。
从电流到热量
感应淬火通过电阻(I²R 损耗)产生热量。由于频率决定了电流的流向,它也决定了热量最初产生的位置。
这使您能够直接、可预测地控制达到淬火所需临界转变温度的层的深度。

频率与淬硬深度匹配
操作频率的选择并非随意;它是根据特定零件所需的金相结果而做出的深思熟虑的工程选择。
高频率(100 kHz - 400 kHz+)用于浅层淬硬
当您需要非常坚硬、薄的耐磨表面同时保持柔软、韧性的核心时,使用高频率。加热快速且高度局部化。
这非常适合小型零件或具有精细特征的零件,例如齿轮齿、锯片、螺纹和轴承,这些零件所需的淬硬层深度通常小于 1 毫米。
中频率(3 kHz - 50 kHz)实现多功能性
这是各种组件最常见的范围。它提供了良好的平衡,产生的淬硬层深度通常在 1 毫米到 6 毫米之间。
中频率是淬硬车轴、轴和其他许多需要坚固淬硬层以实现耐磨性和疲劳强度的机器组件的主力。
低频率(< 3 kHz)用于深层淬硬和整体淬火
当组件必须承受极端的扭转或弯曲载荷时,需要非常深的淬硬层。低频率将加热效应深入到材料的核心。
此范围用于大型、重截面零件,如大直径轴、起重机车轮或轧辊。在某些情况下,目标是加热整个横截面以进行整体淬火。
理解权衡和相互作用的变量
频率是淬硬层深度最重要的因素,但它并非孤立地起作用。其他工艺参数会与它相互作用,必须进行管理才能获得成功的结果。
频率与加热时间
虽然高频率在薄层中产生热量,但长时间的加热会使热量通过热传导更深入地渗透到零件中。
这意味着您可以通过简单地增加加热时间,以更高的频率实现稍深的淬硬层。然而,使用正确的频率来达到目标深度总是更有效率,并能提供更好的过程控制。
功率密度的影响
功率密度(每单位表面积施加的功率量)控制加热的速率。高功率密度导致非常快速的加热。
快速加热可以细化钢的晶粒结构,提高韧性。但是,如果功率对于所选频率来说过高,您可能会在达到所需深度之前使表面过热甚至熔化。
零件几何形状的考虑
感应电流会自然地集中在尖角、边缘或小半径处。这些区域的加热速度总是比平面快得多。
在具有尖锐特征的零件上使用过高的频率可能会导致这些区域过热和开裂,而零件主体尚未达到正确的温度。较低的频率有时可以在复杂几何形状上提供更均匀的加热。
如何为您的应用选择合适的频率
选择正确的频率是设计稳健且可重复的感应淬火工艺的关键一步。您的决定应以零件的几何形状及其最终使用要求为指导。
- 如果您的主要目标是用于耐磨性的非常坚硬、薄的表面层(< 1 毫米): 使用高频率(100 kHz+)精确控制浅层、局部淬硬。
- 如果您的主要目标是用于强度和疲劳寿命的通用、中等深度淬硬层(1-6 毫米): 中频率(3-50 kHz)提供了深度控制和效率的最佳平衡。
- 如果您的主要目标是大型零件的深层结构淬硬(> 6 毫米)或整体淬火: 需要低频率(< 3 kHz)才能将热量深入到材料的核心。
通过掌握频率和热渗透之间的关系,您可以精确控制淬硬组件的最终性能。
总结表:
| 频率范围 | 典型淬硬层深度 | 理想应用 |
|---|---|---|
| 高(100+ kHz) | < 1 毫米(浅层) | 齿轮齿、轴承、精细特征 |
| 中(3-50 kHz) | 1-6 毫米(多功能) | 车轴、轴、机器部件 |
| 低(< 3 kHz) | > 6 毫米(深层/整体) | 大型轴、轧辊、起重机车轮 |
准备好优化您的感应淬火工艺了吗? KINTEK 专注于先进的实验室设备和耗材,用于精确的热处理。无论您是处理需要浅层淬硬的小型组件,还是需要深层淬硬的大型零件,我们的解决方案都能确保卓越的控制和可重复性。立即联系我们,讨论我们如何提升您实验室的能力并实现您的特定淬硬目标。
图解指南