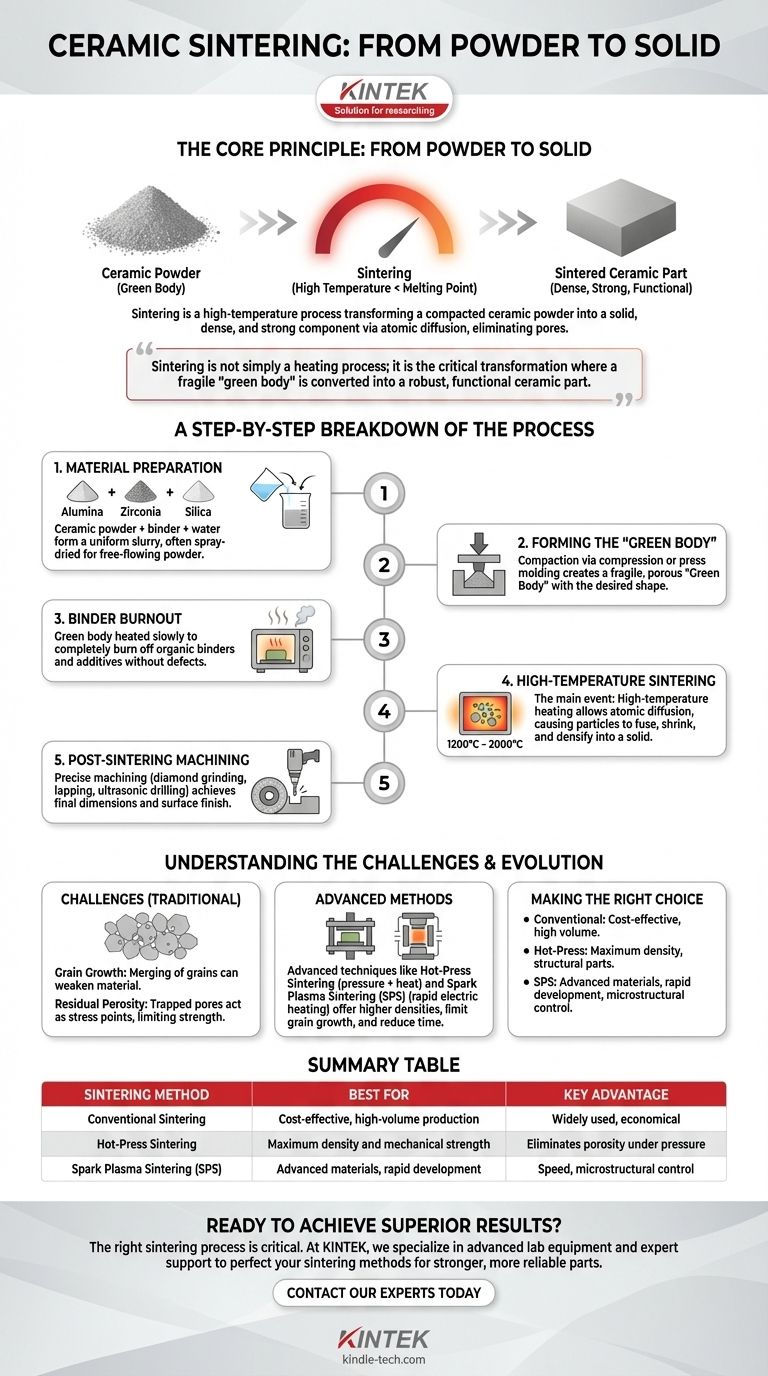
简而言之,陶瓷烧结是一种高温工艺,可将压实的陶瓷粉末转化为坚固、致密且结实的部件。这是通过将材料加热到低于其熔点的温度来实现的,导致单个颗粒通过原子扩散融合在一起,从而降低孔隙率并显著提高部件的机械强度。
烧结不仅仅是一个加热过程;它是将脆弱的粉末压坯(称为“生坯”)转化为坚固、功能性陶瓷部件的关键转变。整个方法是在温度、时间和压力之间取得平衡,以实现最大密度,同时控制材料的最终微观结构。
核心原理:从粉末到固体
什么是烧结?
烧结是对粉末压坯进行的热处理。在高温下,单个陶瓷颗粒中的原子会跨越相邻颗粒的边界迁移,形成化学键。
这种原子扩散过程导致颗粒之间的颈部生长,逐渐消除它们之间的空隙或孔隙。材料致密化并收缩,形成一个坚固、连贯的整体。
目标:密度和强度
烧结的主要目的是减少或消除初始粉末压坯中存在的孔隙率。“生坯”的机械强度较弱,因为它仅通过摩擦和弱粘合剂结合在一起。
通过熔合颗粒并消除这些空隙,烧结显著提高了材料的密度、硬度和机械强度。陶瓷部件的最终性能几乎完全由烧结阶段的成功决定。

工艺的逐步分解
步骤1:材料准备
该过程始于精心选择的陶瓷粉末,例如氧化铝、氧化锆或二氧化硅。这些原材料通常与水、粘合剂(一种有助于颗粒粘合在一起的有机添加剂)和其他试剂混合,形成均匀的浆料。
然后,这种浆料通常通过喷雾干燥制成可自由流动的均匀粉末,为下一阶段做好准备。
步骤2:形成“生坯”
将制备好的粉末放入模具中,并在高压下压实。这通常通过压缩或压模成型完成。
所得物体称为“生坯”。它具有所需的形状,但脆弱且多孔,缺乏任何显著的机械强度。
步骤3:粘合剂烧尽
然后将生坯在相对较低的温度下加热。这个关键步骤旨在缓慢而彻底地烧尽准备阶段的有机粘合剂和其他添加剂。
如果加热过快,粘合剂中滞留的气体可能会导致最终部件出现裂纹或缺陷。
步骤4:高温烧结
这是主要环节。部件被加热到非常高的温度,通常在1200°C到2000°C之间,具体取决于材料。
部件在此温度下保持特定持续时间,允许原子扩散发生,颗粒融合。部件收缩并致密化,形成最终的坚硬状态。
步骤5:烧结后加工
冷却后,陶瓷部件非常坚硬且具有磨蚀性。如果需要精确尺寸或精细表面光洁度,则必须使用专用超硬工具进行加工。
使用金刚石研磨、研磨或超声波钻孔等工艺来达到最终规格。
了解权衡和挑战
晶粒生长问题
传统烧结依赖于高温和长时间的加工。虽然这有助于降低孔隙率,但也可能导致晶粒生长,即较小的晶粒合并成较大的晶粒。
过大的晶粒通常会损害材料的机械性能,例如其韧性和断裂抗力,从而产生较弱的部件。
残余孔隙率的挑战
实现100%密度极其困难。在许多情况下,少量残余孔隙率仍滞留在材料内部。
这些孔隙充当应力集中点,是裂纹萌生的主要位置,限制了陶瓷部件的整体强度和可靠性。
烧结方法的发展
传统烧结的局限性推动了先进技术的发展。像热压烧结(在加热过程中施加压力)或放电等离子烧结(使用电流快速加热材料)这样的方法被发明出来以解决这些问题。
这些方法可以在较低温度和较短时间内实现更高的密度,这有助于限制晶粒生长并生产出更优质的材料。
根据您的目标做出正确选择
烧结方法的选择完全取决于最终部件的预期结果。
- 如果您的主要关注点是经济高效、大批量生产:对于标准应用,常规无压烧结通常是最经济且广泛使用的选择。
- 如果您的主要关注点是最大密度和机械强度:热压烧结等加压方法对于消除高性能结构部件的孔隙率是必不可少的。
- 如果您的主要关注点是先进材料或快速开发:放电等离子烧结(SPS)等现代技术在微观结构方面提供了无与伦比的速度和控制,为尖端应用证明了更高的成本是合理的。
最终,掌握烧结工艺是释放先进陶瓷材料卓越性能潜力的关键。
总结表:
| 烧结方法 | 最适合 | 主要优点 |
|---|---|---|
| 常规烧结 | 经济高效、大批量生产 | 广泛使用,经济实惠 |
| 热压烧结 | 最大密度和机械强度 | 在压力下消除孔隙率 |
| 放电等离子烧结 (SPS) | 先进材料,快速开发 | 速度快,微观结构可控 |
准备好用您的陶瓷部件取得卓越成果了吗?
正确的烧结工艺对于实现您的应用所需的密度、强度和性能至关重要。在 KINTEK,我们专注于提供先进的实验室设备和专业支持,以完善您的烧结方法。无论您是使用氧化铝、氧化锆还是其他先进陶瓷,我们的解决方案都能帮助您控制微观结构并消除孔隙率,从而生产出更坚固、更可靠的部件。
让我们讨论如何支持您实验室的特定需求。立即联系我们的专家,为您的目标找到理想的烧结解决方案。
图解指南