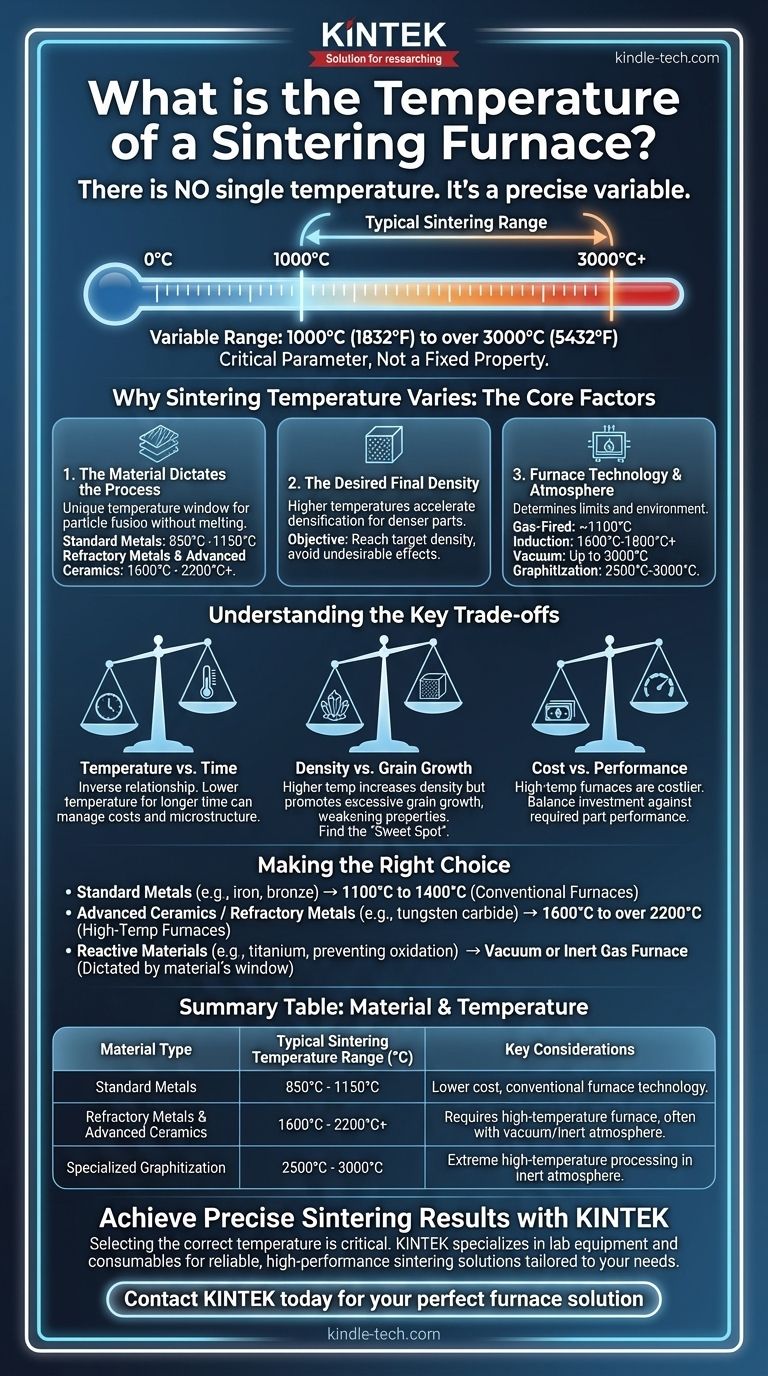
烧结炉没有单一的固定温度。所需的温度是一个精确的工艺变量,完全取决于所加工的材料和期望的结果,典型范围从某些金属的1000°C (1832°F) 到用于特殊陶瓷和石墨化的3000°C (5432°F) 以上。所使用的炉子技术类型也决定了可达到的最高温度。
烧结炉的温度并非设备本身的固定属性,而是根据特定材料的特性和最终部件的目标密度量身定制的关键参数。将其视为一个需要控制的变量,而非静态数字,是理解该过程的关键。
烧结温度为何变化:核心因素
正确的温度是材料科学、工艺工程和所需最终性能之间微妙平衡的函数。必须考虑几个因素来确定理想的热曲线。
材料决定工艺
主要因素是待烧结粉末的成分。每种材料都有一个独特的温度窗口,在此窗口内其颗粒会熔合而不会熔化。
青铜或铁粉等材料可以在相对较低的温度下烧结,通常在850°C至1150°C的范围内。
相比之下,钨等难熔金属或碳化硅等先进陶瓷需要更高的温度,通常超过1600°C,有时甚至远超2000°C才能实现适当的致密化。
所需的最终密度
烧结是降低粉末压坯孔隙率的过程。更高的温度通常会加速这一过程,从而使最终部件更致密。
然而,简单地最大化温度并非总是目标。目的是在不引起其他不良影响的情况下达到目标密度。
炉子技术和气氛
炉子的类型决定了实际的温度限制和烧结发生的环境。
- 燃气炉:通常用于低温应用,最高可达约1100°C (2000°F)。
- 感应炉:通过使用电磁感应直接加热材料,可以达到更高的温度,通常达到1600°C至1800°C (2900°F至3272°F) 或更高。
- 真空炉:这些系统对于加工否则会氧化的反应性材料至关重要。它们提供广泛的操作范围,一些专用设备能够达到近3000°C (5400°F)。
- 石墨化炉:虽然是专业工艺,但它们在2500°C至3000°C的极端高温下运行,在惰性气氛中将碳材料转化为石墨。

了解关键权衡
选择烧结温度不仅仅是达到一个数字;它涉及平衡相互竞争的因素,以优化最终产品的质量和成本。
温度与时间
烧结温度和时间之间通常存在反比关系。有时可以通过在较低温度下保持部件更长时间来达到相似的致密化水平。
这种权衡可用于管理能源成本、减少部件上的热应力以及控制材料的微观结构。
密度与晶粒生长
虽然更高的温度会增加密度,但它们也会促进晶粒生长。当材料中的单个晶体生长过大时,可能会对强度、硬度和断裂韧性等机械性能产生负面影响。
理想的工艺是找到“最佳点”,在最大化密度的同时最大限度地减少过度晶粒生长。
成本与性能
高温炉(尤其是真空和可控气氛系统)的购买、操作和维护成本更高。炉子的选择及其操作温度是一项关键的经济决策,需要与最终部件的性能要求相平衡。
为您的目标做出正确选择
要选择合适的温度范围,您必须首先定义您的材料和性能目标。
- 如果您的主要重点是标准粉末冶金部件(例如,铁、钢、青铜):您可能会在1100°C至1400°C的范围内操作,其中传统炉子是有效的。
- 如果您的主要重点是先进陶瓷或难熔金属(例如,氧化铝、碳化钨):您需要一个能够从1600°C到2200°C以上运行的高温炉。
- 如果您的主要重点是防止反应性材料(例如,钛)的任何氧化:您的选择必须是真空或惰性气体炉,具体温度由材料的烧结窗口决定。
最终,烧结温度是一个强大的工具,您必须精确控制它以设计所需的材料性能。
总结表:
| 材料类型 | 典型烧结温度范围 (°C) | 主要考虑因素 |
|---|---|---|
| 标准金属(例如,青铜、铁) | 850°C - 1150°C | 成本较低,传统炉子技术。 |
| 难熔金属和先进陶瓷 | 1600°C - 2200°C+ | 需要高温炉,通常带有真空/惰性气氛。 |
| 专业石墨化 | 2500°C - 3000°C | 在惰性气氛中进行极端高温处理。 |
使用 KINTEK 实现精确烧结结果
选择和控制正确的烧结温度对于在您的部件中实现所需的密度、强度和微观结构至关重要。错误的温度可能导致部件强度不足、过度晶粒生长或生产失败。
KINTEK 专注于实验室设备和耗材,满足实验室和研发设施的精确需求。我们深知您的成功取决于可靠、高性能的烧结解决方案,这些解决方案根据您的特定材料量身定制——从标准金属到先进陶瓷。
让我们的专家帮助您优化您的流程。我们提供您所需的设备和支持,以精确控制这一关键变量,并确保一致、高质量的结果。
立即联系 KINTEK 讨论您的烧结要求,并为您的实验室找到完美的炉子解决方案。
图解指南