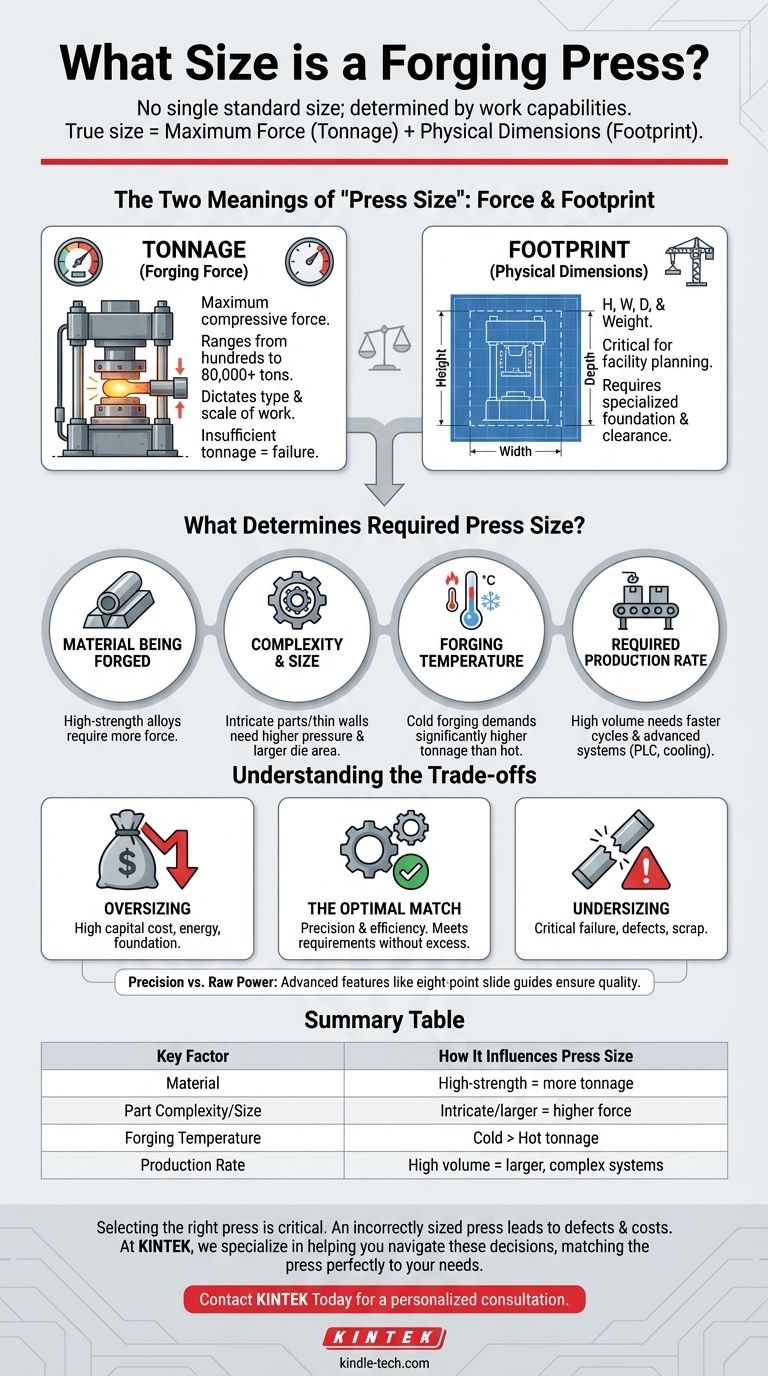
锻压机没有单一的标准尺寸;其尺寸完全取决于其设计要执行的工作。衡量压机“尺寸”的最关键指标是其吨位——它可以施加的力的大小——范围可以是从用于小型部件的几百吨到用于大型航空航天和工业部件的超过 80,000 吨。物理占地面积是第二重要指标,决定了机器所需的空间和地基。
锻压机的定义不是单一的尺寸,而是其能力。其真正的“尺寸”是其最大力(吨位)和物理尺寸的组合,这两者都由其设计用于生产的零件的材料、复杂性和规模决定。
“压机尺寸”的两种含义:力和占地面积
要了解锻压机的尺寸,您必须考虑两个独立但相关的指标。您优先考虑哪一个完全取决于您的目标,无论您是设计零件、规划设施还是采购设备。
按吨位(锻造力)定义尺寸
吨位是锻压机最常见和最重要的指标。它指的是压机能够对工件施加的最大压缩力。
这个力决定了压机可以处理的工作类型和规模。吨位不足的压机将无法正确成形材料,导致缺陷或零件不完整。
按物理尺寸定义尺寸
物理占地面积——其高度、宽度、深度和重量——是其尺寸的第二个组成部分。这些尺寸对于设施规划至关重要。
大型压机需要专门设计的地基、用于操作和维护的足够上方净空,以及用于物料暂存和成品处理的大片周围区域。

什么决定了所需的压机尺寸?
压机所需的吨位和物理尺寸不是随意的。它们是必须在设计锻造工艺之前仔细计算的几个关键工程因素的直接结果。
被锻造的材料
不同材料对变形的抵抗程度不同。锻造像 Inconel 或钛这样的高强度超级合金比在相同温度下锻造铝或碳钢需要大得多的力。
零件的复杂性和尺寸
较大的零件自然需要更大的力和更大的模具面积。同样,具有复杂细节、薄壁或复杂几何形状的零件需要更高的压力,以确保材料流入模具型腔的每个部分。
锻造温度(热锻与冷锻)
热锻在材料的再结晶温度以上进行,使其更具延展性,需要更少的力。相比之下,冷锻在室温或接近室温下进行。它需要明显更高的吨位,但能生产出具有出色表面光洁度和尺寸精度的零件。
所需的生产速率
高产量生产线需要能够快速可靠循环的压机。这些机器通常采用复杂的系统,如PLC 控制和水冷式热交换器,以管理热应力和保持一致的质量,这会增加机器的整体复杂性和尺寸。
理解权衡
选择压机是一种平衡行为。理想的选择是满足所有技术要求而又不过度庞大的机器,过度庞大意味着不必要的成本和效率低下。
过度尺寸的成本
对于工作来说尺寸过大的压机会带来显著的代价。这些包括较高的初始资本投资、更广泛和昂贵的地基工程,以及每生产一个零件的更高能耗。
尺寸不足的局限性
尺寸不足的压机是关键性的失败。如果吨位不足,压机无法完全成形零件,导致报废。如果其物理尺寸太小,所需的模具根本装不下。
精度与原始动力
巨大的力量如果没有控制也是无用的。现代压机使用八点导轨等功能,以确保在极端载荷下移动的滑块保持完全平行。正是这种精度保证了零件的质量和一致性,证明了复杂的工程与原始吨位同等重要。
为您的目标做出正确的选择
您的主要目标决定了“尺寸”的哪个方面对您最重要。
- 如果您的主要关注点是零件设计: 优先根据您的材料、零件几何形状和锻造温度来计算所需的吨位。
- 如果您的主要关注点是制造工程: 将所需的吨位和模具尺寸与现有压机规格相匹配,同时考虑循环时间和精度。
- 如果您的主要关注点是设施规划: 重点关注压机的物理占地面积、重量和功率要求,以确保您的基础设施能够支撑它。
归根结底,选择正确的压机尺寸是使机器的能力与您打算制造的组件的具体要求完美匹配。
摘要表:
| 关键因素 | 它如何影响压机尺寸 |
|---|---|
| 材料 | 高强度合金(例如钛)比铝或钢需要明显更多的吨位。 |
| 零件复杂性/尺寸 | 复杂的几何形状和较大的零件需要更高的力和更大的模具面积。 |
| 锻造温度 | 对于同一零件,冷锻比热锻需要更高的吨位。 |
| 生产速率 | 高产量生产线需要更大、更复杂的压机,具有先进的控制和冷却系统。 |
选择正确的锻压机对您项目的成功和效率至关重要。 尺寸不正确的压机可能导致零件缺陷、过多的报废和更高的运营成本。
在 KINTEK,我们专注于帮助您应对这些关键决策。我们在实验室和工业设备方面的专业知识可确保您获得与您的材料、零件设计和生产目标完美匹配的压机——避免尺寸过大或尺寸不足的陷阱。
让我们专业的知识引导您找到最佳解决方案。立即联系 KINTEK 进行个性化咨询,发现最适合您特定锻造挑战的压机。
图解指南