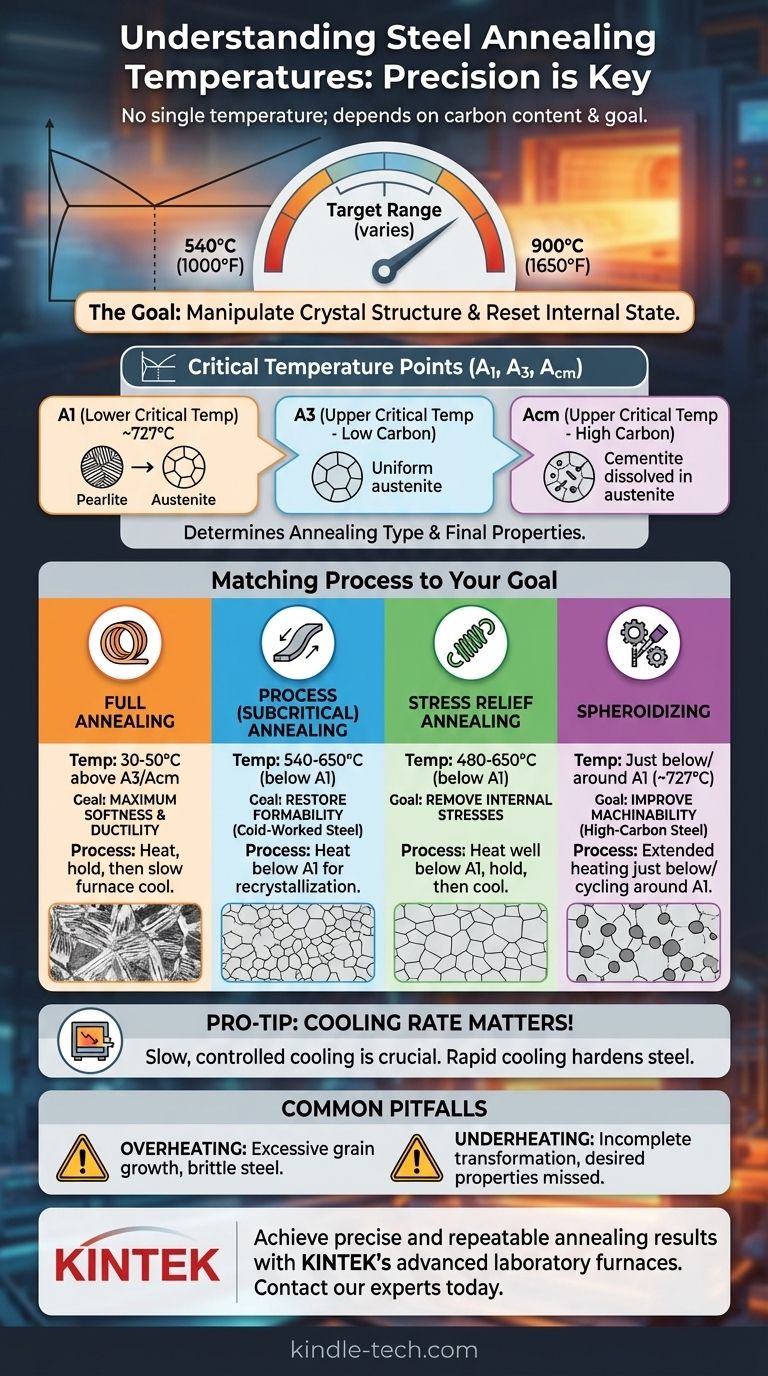
钢材退火没有单一的温度。 正确的温度是根据钢材的具体碳含量和预期结果进行精确计算的,通常介于540°C至900°C(1000°F至1650°F)之间。对于完全退火,目标温度通常比钢材的上限临界温度(A3或Acm)高30-50°C(50-90°F)。
关键的启示是,退火温度并非通用配方;它是一种有针对性的干预措施,旨在操纵钢材的内部晶体结构。要选择正确的温度,您必须首先确定钢材的化学成分,然后定义您需要实现的特定性能——例如最大软度或应力消除。
为什么温度是退火的关键因素
退火本质上是一个加热和缓慢、受控冷却的过程,旨在“重置”钢材的内部结构。目标是使其更软、更具延展性,并更容易进行机械加工或成形。这种转变受每种钢材特有的临界温度点控制。
临界温度(A1、A3、Acm)的作用
钢材在热处理过程中的行为由其相图决定。该图上最重要的边界是临界温度。
- A1(下临界温度): 约727°C(1340°F),这是珠光体结构在加热时开始转变为奥氏体的温度。
- A3(上临界温度): 对于碳含量低于0.77%的钢材,这是完全转变为均匀单相奥氏体晶体结构的温度。
- Acm(上临界温度): 对于碳含量高于0.77%的钢材,这是所有渗碳体溶解到奥氏体中的温度。
了解您的目标温度是高于还是低于这些点,决定了您正在进行的退火类型以及材料的最终性能。
目标:受控的微观结构
加热钢材会改变其晶体结构。完全退火需要加热到A3或Acm以上,以形成完全奥氏体结构,从而消除先前加工硬化或不当热处理的影响。
随后的缓慢冷却使晶体以高度有序、无应力的方式重新形成,通常会产生粗大的珠光体结构。这种新结构赋予钢材高延展性和低硬度。

根据目标匹配退火工艺
“退火”一词可以指几种不同的工艺,每种工艺都有不同的温度范围和目的。
完全退火
这是最常见的工艺,用于达到尽可能最软的状态。钢材被加热到比其A3或Acm温度高约30-50°C(50-90°F),并在此温度下保持足够长的时间,以使核心达到温度,然后极其缓慢地冷却,通常是将其留在绝缘炉中过夜冷却。
工艺(亚临界)退火
此工艺用于经过冷加工的低碳钢。温度保持在A1临界点以下,通常在540-650°C(1000-1200°F)之间。它不会改变相,但允许再结晶,这可以消除内部应力并恢复延展性,而不会像完全退火那样显著影响整体硬度。
应力消除退火
当零件经过大量机械加工、焊接或冷成形时,会累积显著的内部应力。应力消除退火将零件加热到远低于A1的温度,通常在480-650°C(900-1200°F)左右,保持一段时间,然后缓慢冷却。这可以在不改变材料核心性能或微观结构的情况下减少应力。
球化退火
主要用于高碳钢以提高可加工性,此工艺涉及将温度加热到略低于A1线或在A1线附近循环较长时间。这会促使硬质渗碳体相在较软的铁素体基体中形成小的圆形球状体,从而使材料更容易切削。
了解权衡和常见陷阱
选择正确的温度是一个平衡。偏离理想参数可能会产生严重的负面后果。
过热的危险
将钢材加热到远高于其上限临界温度(A3/Acm)可能会导致过度晶粒长大。大晶粒会使钢材变得脆而弱,即使在退火过程完成后也是如此。这种损伤通常在不进行大量返工的情况下是不可逆的。
加热不足的无效性
对于完全退火,未能达到A3/Acm温度意味着钢材的结构从未完全转变为奥氏体。“重置”不完全,您将无法达到所需的软度或延展性。最终材料将是新旧结构的混合体。
冷却速率:方程的另一半
温度只是成功的一半。退火的成功关键在于缓慢、受控的冷却速率。冷却过快,例如在空气中冷却,将不会产生退火钢的软珠光体结构。相反,它可能导致形成更硬的结构,如贝氏体甚至马氏体,从而有效地硬化钢材而不是软化它。
为您的钢材选择合适的温度
要应用这些知识,您必须首先明确您的目标。
- 如果您的主要目标是实现最大软度和延展性: 您需要进行完全退火。将钢材加热到比其特定的A3或Acm线高30-50°C(50-90°F),并在炉中冷却。
- 如果您的主要目标是恢复冷加工低碳钢的成形性: 使用工艺退火。将材料加热到低于A1线的温度,通常为540-650°C(1000-1200°F)。
- 如果您的主要目标是提高高碳钢的可加工性: 进行球化退火。将钢材加热到略低于或接近A1线(约727°C / 1340°F)的温度,并保持较长时间。
- 如果您的主要目标仅仅是消除焊接或机械加工产生的内部应力: 应力消除退火就足够了。将零件加热到远低于A1线的温度,通常在480-650°C(900-1200°F)之间。
最终,掌握退火需要将温度作为精确的工具来达到特定的微观结构结果。
总结表:
| 退火类型 | 温度范围 | 主要目标 |
|---|---|---|
| 完全退火 | 高于A3/Acm 30-50°C | 最大软度与延展性 |
| 工艺退火 | 540-650°C (低于A1) | 恢复冷加工钢的成形性 |
| 应力消除 | 480-650°C (低于A1) | 消除内部应力 |
| 球化退火 | 略低于/接近A1 (~727°C) | 提高高碳钢的可加工性 |
使用KINTEK的先进实验室炉实现精确且可重复的退火结果。
无论您是进行完全退火、应力消除还是球化退火,我们的设备都能提供您的钢材所需的精确温度控制和均匀加热。KINTEK专注于实验室设备和耗材,满足冶金实验室、研究机构和制造质量控制的精确需求。
让我们帮助您优化热处理工艺。立即联系我们的专家,获取个性化解决方案!
图解指南