是的,绝对可以。不锈钢是粉末冶金(PM)工艺(也称为烧结)中最常用和用途最广泛的材料之一。该方法广泛用于为汽车、航空航天、医疗和消费品等行业制造复杂的、近净形的必威体育betway不锈钢零件。
问题不在于不锈钢是否可以烧结,而在于何时它是正确的制造选择。烧结擅长以较低的成本大批量生产复杂零件,但与传统的锻造或机加工钢相比,这会带来机械性能方面的特定权衡。
烧结对不锈钢的意义
烧结是一种热处理工艺,它将金属粉末颗粒熔合在一起,将压实的粉末形状转化为坚固的功能性部件。对于不锈钢而言,此过程有其独特的考量。
粉末冶金步骤
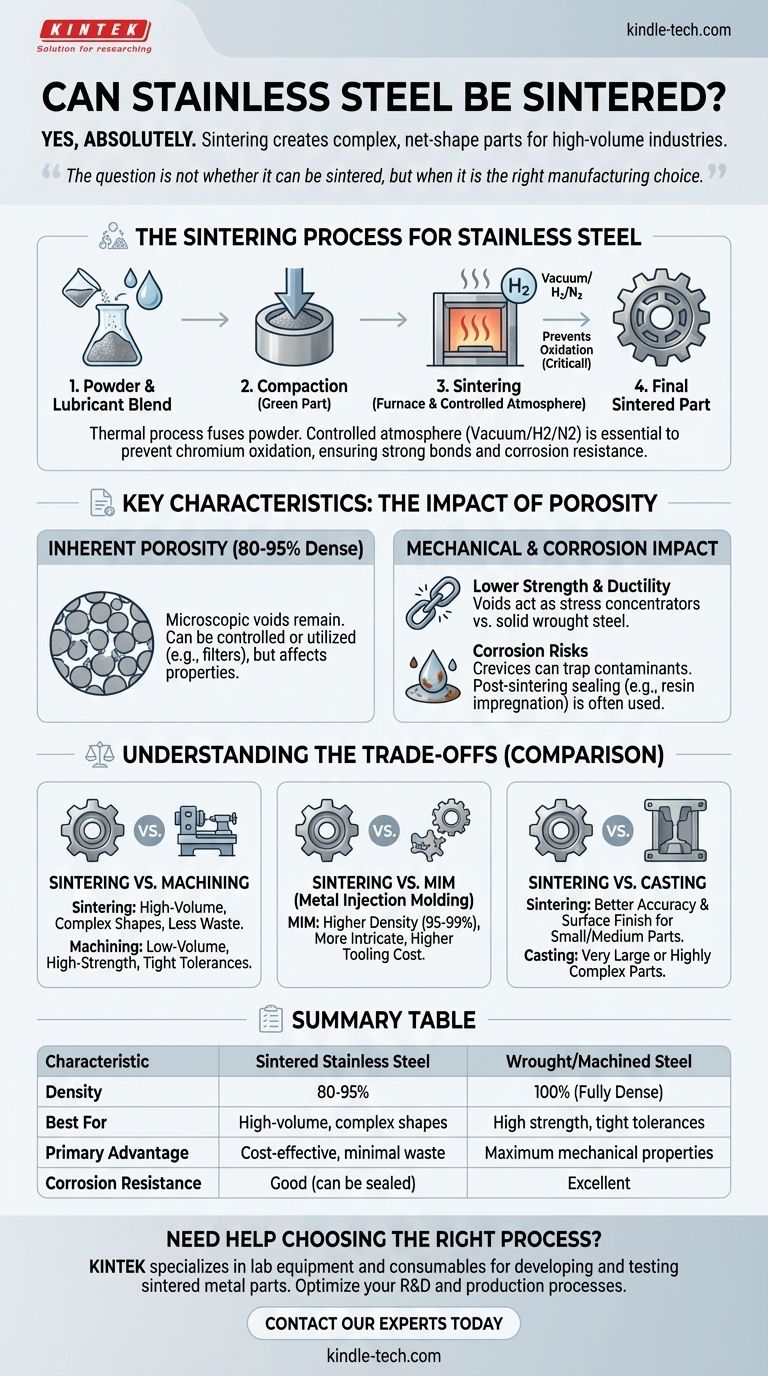
首先,将细不锈钢粉末(如316L或410)与润滑剂混合。然后将混合物倒入模具中,在高压下压实形成“生坯”,它虽然坚固但易碎。
最后也是最关键的步骤是烧结。将生坯放入气氛严格控制的炉中,加热到略低于材料熔点的温度,使单个粉末颗粒结合并致密化。
为什么炉内气氛至关重要
不锈钢的耐腐蚀性来自铬,铬在加热时容易氧化。如果在大气中烧结,每个粉末颗粒表面的铬会形成氧化层,阻止颗粒正常熔合。
为防止这种情况发生,不锈钢必须在受控气氛中烧结,通常是真空或干燥的氢气/氮气混合物。这种保护气氛可防止氧化并形成牢固的冶金结合,确保最终零件具有所需的强度和耐腐蚀性。
主要优点:形状复杂,浪费更少
烧结不锈钢的主要优点是能够以最小的浪费生产复杂的三维零件,并达到其最终(或“净”)形状。这与减材制造(如机加工)形成鲜明对比,后者从实心块开始并切削掉材料。
对于大批量生产,这意味着在材料和二次机加工操作上都能显著节省成本。

烧结不锈钢的关键特性
了解烧结不锈钢需要承认其与钢棒材的根本区别:固有的、受控的孔隙率。
固有孔隙率
即使烧结后,原始粉末颗粒之间仍会保留微观空隙。这意味着烧结零件的密度通常是其固体锻造对应物的80-95%。
这种孔隙率不一定是缺陷;它可以被控制甚至用于自润滑轴承或过滤器等应用。然而,它直接影响零件的物理性能。
机械性能
由于这种孔隙率,烧结不锈钢零件的抗拉强度和延展性通常低于由实心棒材机加工的相同零件。空隙充当应力集中器,使材料的韧性略低。
耐腐蚀性
孔隙率会产生缝隙,水分或污染物可能被困在其中,从而可能损害不锈钢闻名的耐腐蚀性。对于要求苛刻的应用,可以使用树脂浸渍等烧结后工艺来密封这种表面孔隙率。
了解权衡
选择烧结是基于成本、产量和性能要求的战略决策。
烧结与机加工
烧结非常适合大批量(数千到数百万个零件)生产复杂形状,而不需要锻造材料的极限强度。机加工在小批量生产、高强度应用和实现最严格公差方面表现优异。
烧结与金属注射成型 (MIM)
MIM是一种相关的粉末冶金工艺,可以实现比传统烧结更高的密度(95-99%),并创建更复杂的几何形状。它是小型、高度复杂零件的绝佳选择,但模具成本显著更高。
烧结与铸造
铸造非常适合非常大或高度复杂的零件,这些零件无法在模具中压实。烧结通常为中小型部件提供卓越的尺寸精度和更好的表面光洁度。
为您的项目做出正确选择
选择正确的制造工艺需要将该方法的优势与您的主要目标对齐。
- 如果您的主要重点是经济高效、大批量生产复杂零件:烧结是首选方案,可最大限度地减少材料浪费和机加工时间。
- 如果您的主要重点是最大强度、冲击韧性或疲劳寿命:从实心锻造不锈钢棒材进行机加工是更优越、更可靠的选择。
- 如果您的主要重点是在关键环境中获得最佳耐腐蚀性:通常首选完全致密的机加工零件,尽管经过适当处理的烧结316L也能非常有效。
- 如果您的主要重点是具有高性能需求的极其复杂的小零件:应强烈考虑金属注射成型 (MIM) 作为更强大的替代方案。
最终,选择烧结不锈钢是一项工程决策,它平衡了该工艺独特的betway设计自由度和经济效益与其固有的材料特性。
总结表:
| 特性 | 烧结不锈钢 | 锻造/机加工钢 |
|---|---|---|
| 密度 | 理论值的80-95% | 100%(完全致密) |
| 最适合 | 大批量、复杂形状 | 高强度、严格公差 |
| 主要优点 | 经济高效,浪费少 | 最大机械性能 |
| 耐腐蚀性 | 良好(可密封) | 优秀 |
需要帮助为您的不锈钢部件选择合适的制造工艺吗?
在KINTEK,我们专注于提供开发和测试烧结金属零件所需的实验室设备和耗材。无论您是从事研发还是生产,我们的专业知识都可以帮助您优化烧结工艺以获得卓越成果。
立即联系我们的专家,讨论KINTEK的解决方案如何支持您的实验室和制造目标。
图解指南