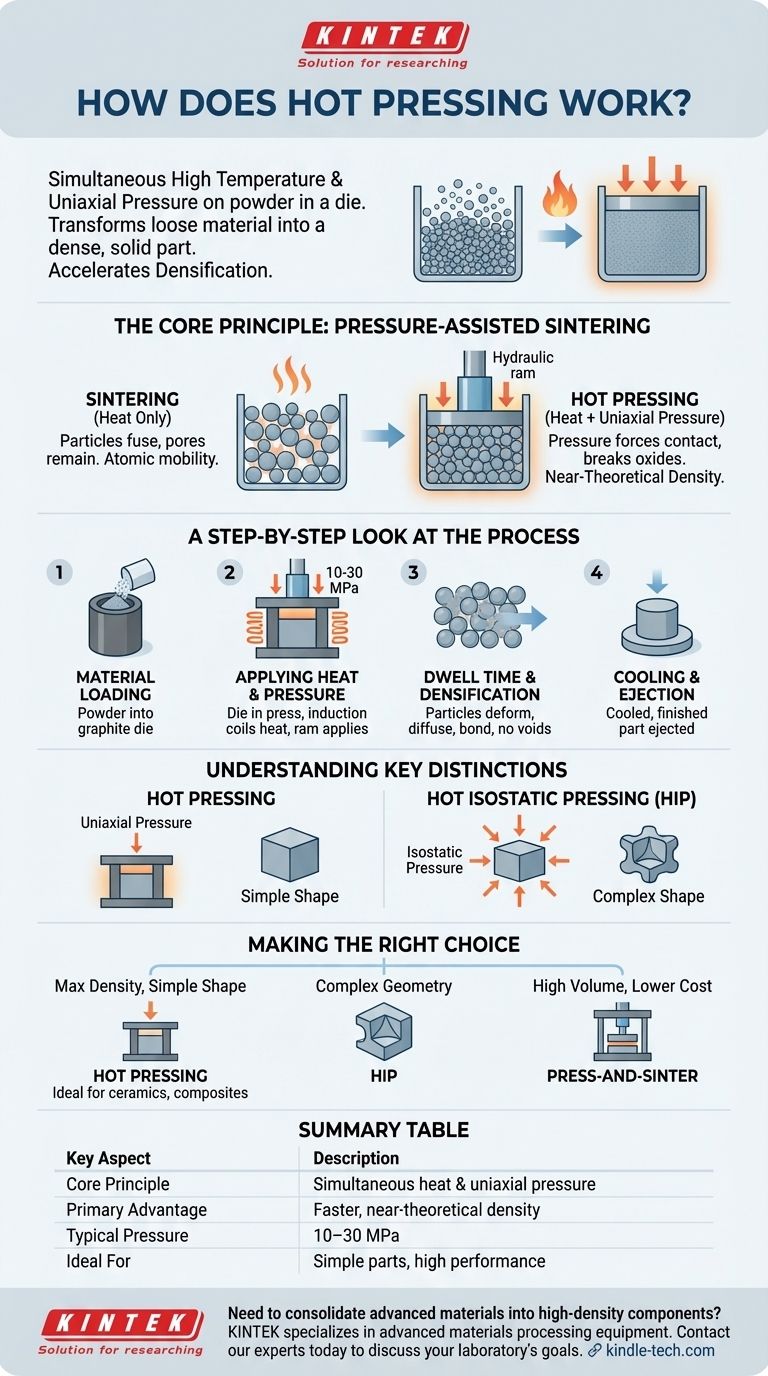
从根本上讲,热压是一种材料加工技术,它同时对粉末施加高温和单轴压力。 这种组合迫使单个粉末颗粒结合和粘合,将松散的材料转变为致密的固体部件。该过程在一个简单的模具内进行,该模具容纳粉末并赋予最终部件基本形状。
热压的基本优势在于其加速致密化的能力。通过在加热循环期间施加压力,它可以在短得多的时间内,并且通常在比单独烧结所需更低的温度下,实现接近完美的材料密度。
核心原理:压力辅助烧结
要了解热压的工作原理,最好将其视为更常见工艺——烧结——的增强版本。
基准:烧结
烧结是利用热量将颗粒粘合在一起而不熔化它们的过程。高温使颗粒中的原子移动,使它们能够扩散到相邻颗粒的边界,形成牢固的键合,并逐渐消除它们之间的空隙或孔隙。
增强:增加单轴压力
热压引入了第二个强大的变量:单轴压力。这是一种定向力,通常由冲头从顶部和底部施加,用于物理压实粉末。
这种压力极大地改善了致密化过程。它迫使粉末颗粒紧密接触,破坏表面氧化物,并增加可用于原子扩散的表面积。
结果:接近理论密度
热量和压力的协同作用是热压如此有效的原因。热量使材料具有可塑性并促进原子键合,而压力则挤出剩余的孔隙率。
这种双重作用方法使最终产品能够达到非常接近材料理论最大值的密度,从而产生卓越的机械性能,例如强度和硬度。

工艺的逐步解析
虽然具体参数因材料而异,但热压的一般工作流程遵循清晰的顺序。
1. 材料装载
过程始于将最终的添加剂粉末放入模具中。该模具通常由石墨制成,因为它能承受极端温度、良好的导热性,并且相对易于加工。
2. 施加热量和压力
将模具组件放置在热压机内部。然后系统开始加热模具,通常使用感应线圈,同时液压冲头施加恒定、受控的压力,通常在 10–30 MPa 的范围内。
3. 保温时间和致密化
材料在目标温度和压力下保持特定时间,称为“保温时间”。在此阶段,组合的力使颗粒变形、扩散和键合,消除空隙并固化部件。
4. 冷却和顶出
一旦致密化完成,系统会以受控方式冷却,并释放压力。然后将成品致密部件从模具中顶出。
理解关键区别
“热压”一词可以在不同情况下使用,因此区分它与相关技术至关重要。
热压与热等静压 (HIP)
关键区别在于压力的性质。热压使用单轴压力(来自一个方向)。热等静压 (HIP) 使用等静压,使用高压气体从所有方向施加相等的力。这使得 HIP 能够生产几何形状复杂得多的部件。
热压与木工层压
该术语也用于使用热量和压力层压木单板或塑料的机器。虽然概念相似,但这些过程在低得多的温度和压力下进行,并且通常涉及粘合剂,这与粉末固结中发生的冶金键合有着根本的不同。
为您的目标做出正确的选择
选择正确的制造工艺完全取决于最终部件的要求。
- 如果您的主要重点是在简单形状中实现最大密度和机械性能: 热压是一个绝佳的选择,特别是对于消除孔隙率至关重要的先进陶瓷和复合材料。
- 如果您的主要重点是生产几何形状复杂的部件: 您应该评估热等静压 (HIP),它不受刚性模具的限制,可以致密化复杂的形状。
- 如果您的主要重点是高产量、低成本生产: 传统的“压制-烧结”方法,其中部件首先在室温下压实,然后在单独的步骤中加热,可能会更经济。
归根结底,选择正确的致密化技术是在平衡部件的性能要求与其几何复杂性和生产成本之间进行权衡。
摘要表:
| 关键方面 | 描述 |
|---|---|
| 核心原理 | 在模具中同时对粉末施加热量和单轴压力。 |
| 主要优势 | 比单独烧结更快、在更低温度下实现接近理论密度。 |
| 典型压力范围 | 10–30 MPa |
| 理想用途 | 需要卓越机械性能的简单形状部件(例如,先进陶瓷、复合材料)。 |
需要将先进材料固结成高密度部件?
KINTEK 专注于先进材料加工所需的精确实验室设备,包括热压等技术的工具和专业知识。我们的解决方案可帮助您实现卓越的材料密度和性能,以满足您的研发和生产需求。
立即联系我们的专家,讨论我们如何支持您实验室的材料致密化目标。
图解指南
相关产品
- 带加热板的自动加热液压压机,用于实验室热压 25T 30T 50T
- 手动高温加热液压压机带加热板用于实验室
- 触摸屏自动真空热压机
- 真空热压炉加热真空压机
- 30T 40T 分体式自动加热液压压机带加热板用于实验室热压


















