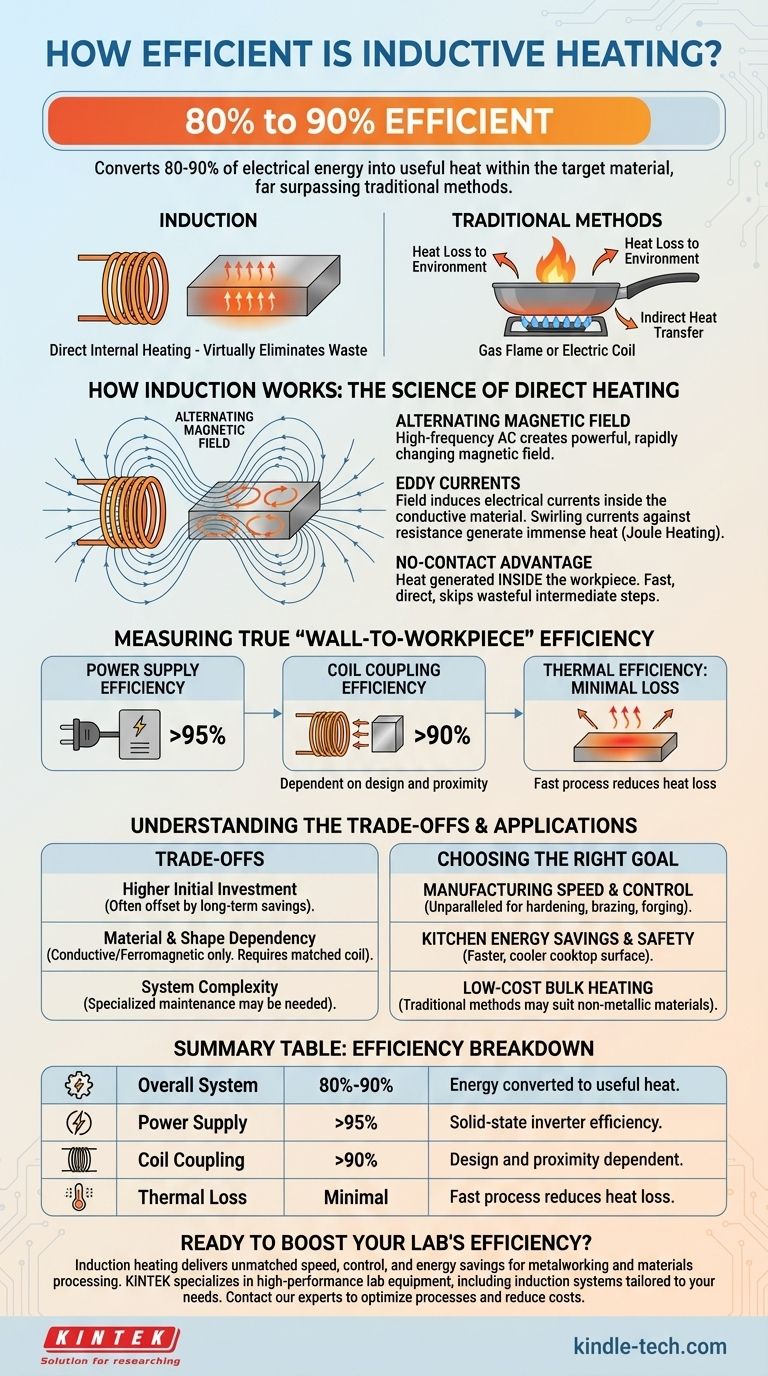
简而言之,感应加热效率极高。它通常能将其电能的80%到90%转化为目标材料内部的有效热量。这种效率水平远远超过燃气炉或电阻加热器等传统方法,后者有大量能量损失到周围环境中。
感应加热高效率的核心原理在于其热量产生方式。它不是在外部分产生热量并将其传递给物体,而是直接在物体内部产生热量,几乎消除了主要的能量浪费来源。
感应加热的工作原理:直接加热的科学
要理解感应加热为何如此高效,需要了解它与其它加热方法的根本区别。它不依赖于外部来源的对流或传导,而是内部能量转换。
交变磁场
感应加热系统使用一个线圈,通过该线圈通入高频交流电(AC)。这种电流在线圈周围产生一个强大且快速变化的磁场。
涡流:热量的主要来源
当一个导电材料,如钢锅或工业部件,被置于这个磁场中时,磁场会在金属内部感应出电流。这些电流被称为涡流。
这些电流在材料内部与其固有的电阻对抗,通过一个称为焦耳加热的过程产生巨大的热量。可以将其视为受控的、高强度的电摩擦。
“无接触”加热的优势
由于热量是在工件内部产生的,因此过程非常快速和直接。燃气火焰会先加热空气和锅的外壁,然后锅才能加热其内容物。电热线圈必须先加热自身,然后才能加热锅。感应加热完全跳过了这些浪费性的中间步骤。

测量真正的“从墙到工件”效率
80-90%的数字指的是从电源插座到最终加热部件的总系统效率。这可以分解为几个发生轻微损耗的关键阶段。
电源效率
第一个组成部分是电源,它将标准交流电转换为感应线圈所需的高频交流电。现代固态电源效率极高,通常在95%以上。
线圈耦合效率
这是最重要的变量。它衡量线圈产生的磁场与工件“耦合”以感应电流的有效程度。设计良好的系统,线圈靠近工件,可以实现超过90%的耦合效率。匹配不佳的线圈或较大的气隙会降低这个数字。
热效率
这指的是在部件内部产生的热量有多少真正有助于实现预期结果(例如,熔化金属),以及有多少通过辐射损失到周围空气中。由于感应加热速度快,部件损失热量的时间更少,因此其热效率优于缓慢、长时间的加热过程。
理解权衡
尽管感应加热效率高,但它并非万能解决方案。其针对性带来了需要理解的具体局限性。
更高的初始投资
感应加热系统,无论是用于工业用途还是家用电磁炉,通常比燃气或电阻式加热系统有更高的前期成本。然而,这通常可以通过较低的长期能源成本和提高的生产力来抵消。
材料和形状依赖性
最显著的局限性是感应加热只能直接作用于导电材料,并且理想情况下是铁磁性材料(如铁和许多钢)。您不能用它直接加热玻璃、大多数陶瓷或塑料。
此外,感应线圈的形状和尺寸必须与被加热部件仔细匹配,以确保高效的能量传输。
系统复杂性
涉及高频电子设备和精密工程线圈的底层技术比简单的燃气燃烧器或电阻线圈更复杂。这意味着可能需要更专业的维护和修理。
为您的目标做出正确选择
选择加热技术完全取决于在效率与特定应用要求之间取得平衡。
- 如果您的主要关注点是制造过程控制和速度:感应加热是无与伦比的,为淬火、钎焊或锻造等任务提供快速、可重复和精确控制的加热。
- 如果您的主要关注点是厨房中的节能和安全:电磁炉是最有效的选择,比燃气或电炉加热速度更快,同时保持炉面本身凉爽。
- 如果您的主要关注点是低成本、大批量加热各种材料:传统的对流烤箱或燃气炉可能是更实用的选择,特别是如果材料是非金属的。
最终,感应加热的高效率是其精确和有针对性的能量传输方法的直接结果。
总结表:
| 方面 | 效率 | 关键细节 |
|---|---|---|
| 整体系统 | 80% - 90% | 转化为工件中有效热量的能量。 |
| 电源 | > 95% | 现代固态逆变器效率。 |
| 线圈耦合 | > 90% | 取决于线圈设计和与部件的接近程度。 |
| 热损耗 | 极小 | 快速过程减少了对周围环境的热量损失。 |
准备好通过精密加热提高您实验室的效率了吗?
感应加热为您的金属加工和材料处理应用提供了无与伦比的速度、控制和节能效果。KINTEK 专注于高性能实验室设备,包括根据您的特定需求定制的感应加热系统。
立即联系我们的专家,讨论感应加热解决方案如何优化您的流程,降低能源成本,并改善您的结果。
图解指南