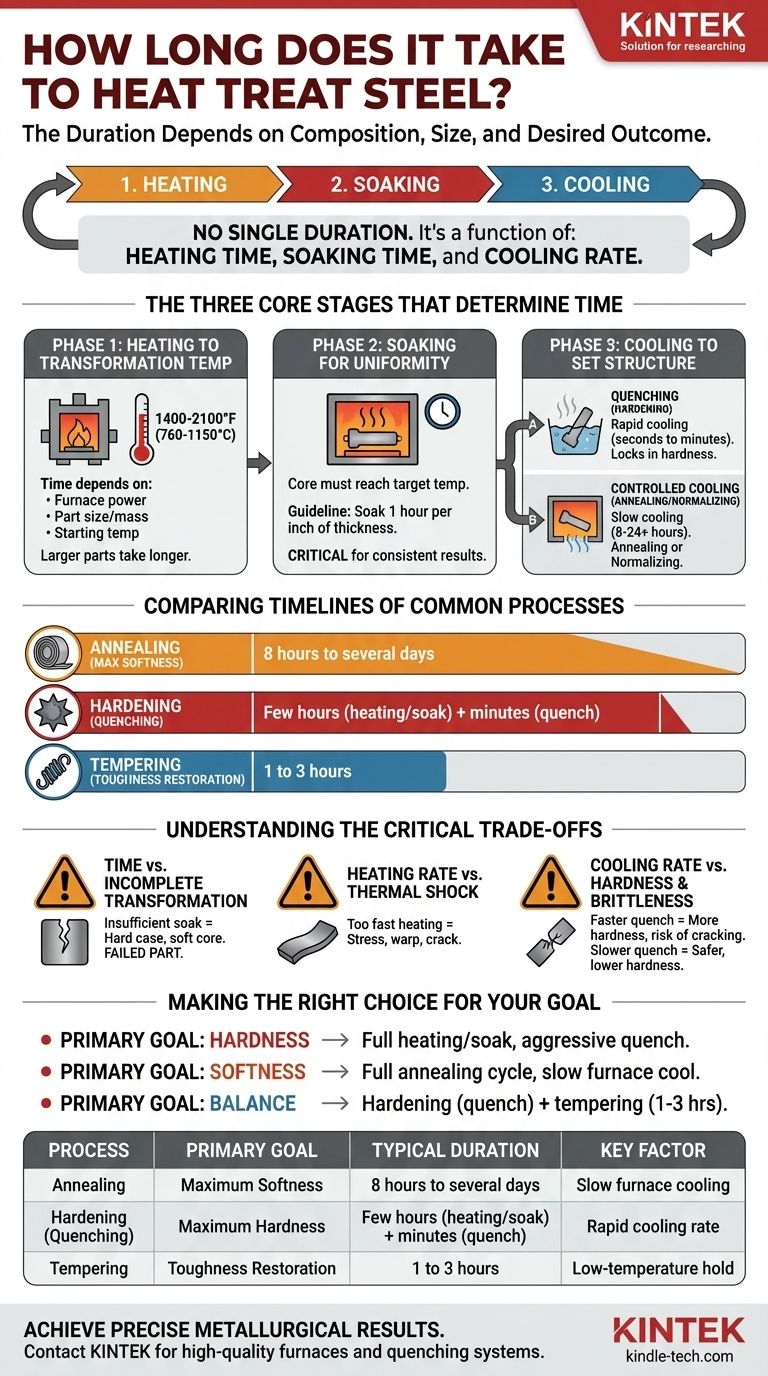
为钢材热处理设定一个单一的持续时间是不可能的,因为时间完全取决于钢材的成分、零件的尺寸和所需的结果。对于一个小型、简单的零件,总处理时间可能只需几个小时;而对于一个大型、复杂的组件进行完整的退火循环,则可能需要数天。关键变量是所需的具体温度、钢材内部结构转变所需的时间以及必须冷却的速率。
热处理所需的时间不是一个固定数字,而是三个关键阶段的函数:加热到目标温度的时间、在该温度下保温以实现完全结构转变的时间,以及冷却以锁定新性能的时间和速率。
决定时间的三大核心阶段
每种热处理工艺,无论其名称如何,都包含三个不同的阶段。每个阶段的持续时间由物理和冶金学决定,而不仅仅是时钟。
阶段1:加热至相变温度
第一步是将钢加热到其晶体结构可以改变的特定温度。这通常是奥氏体化温度,通常在1400-2100°F(760-1150°C)之间。
所需时间取决于炉子的功率、零件的尺寸和质量,以及其起始温度。一个更大、更厚的部件自然比一个小型、薄的部件需要更长的时间才能完全加热。
阶段2:保温以确保均匀性
一旦钢材表面达到目标温度,核心部分仍会较冷。保温阶段是指将零件保持在该温度下,直到其内部完全均匀加热。
这是确保结果一致性的最关键阶段。保温不充分意味着只有零件的“外壳”发生转变,导致软点和不可靠的性能。一个常见的行业指导原则是,对于零件最厚截面的每英寸厚度,保温一小时,但这只是一个起点。
阶段3:冷却以固定结构
这是所需性能被锁定的阶段。冷却速率通常比持续时间本身更重要,但两者是相关的。冷却方法决定了最终的微观结构,从而决定了钢材的硬度和韧性。
- 淬火(硬化):涉及在水、油或强制空气等介质中进行极快的冷却。这个过程可能只需几秒到几分钟。
- 受控冷却(退火/正火):涉及慢得多的冷却。这可能意味着关闭炉子并让其在8-24小时或更长时间内冷却(退火),或者只是让零件在静止空气中冷却(正火)。
常见工艺时间线的比较
三个阶段的组合导致不同处理的总时间差异巨大。
退火(最大软度)
退火的目的是使钢材尽可能柔软和具有延展性。这需要最慢的工艺。经过充分保温后,炉子会非常缓慢地冷却数小时甚至数天,以确保形成最柔软的结构。
- 典型持续时间:8小时到数天。
淬火(硬化)
淬火旨在通过将钢材锁定在其最硬的状态来获得最大硬度。这包括加热、保温,然后立即进行剧烈的淬火。
- 典型持续时间:加热和保温可能需要几个小时,但关键的冷却阶段在几分钟内完成。
回火(恢复韧性)
淬火后的钢材极其脆。回火是在淬火后进行的二次处理,以恢复一定的韧性。零件被重新加热到低得多的温度(例如,400-1100°F或205-595°C)并保持一定时间。
- 典型持续时间:对于大多数工具和部件,在回火温度下保持1到3小时是常见的。
理解关键的权衡
急于进行热处理是零件失效的主要原因。理解这些权衡至关重要。
时间与不完全转变
最常见的错误是保温时间不足。如果零件的核心没有完全转变,它在淬火过程中就不会正确硬化。这会导致硬壳但内部软弱,使零件不适合其预期用途。
加热速率与热冲击
过快地加热具有厚薄截面的复杂零件会产生巨大的内部应力。薄截面比厚截面膨胀得更快,这可能导致零件在达到保温温度之前就变形甚至开裂。
冷却速率与硬度及脆性
这是钢材硬化中的基本权衡。更快的淬火可获得更高的硬度,但也会增加内部应力和开裂的风险。较慢的淬火更安全,并减少脆性,但会导致整体硬度降低。正确的淬火速度取决于所使用的钢合金。
为您的目标做出正确选择
您期望的结果是决定所需工艺及其持续时间的最终因素。
- 如果您的主要目标是制造尽可能硬的零件:您将需要一个完整的加热和保温循环,然后进行特定钢材在不开裂的情况下所能承受的最剧烈的淬火。
- 如果您的主要目标是最大软度和可加工性:您必须进行完整的退火循环,这需要炉内非常漫长、缓慢的冷却时间。
- 如果您的主要目标是硬度和韧性的平衡:您的工艺将包括硬化(淬火),然后立即进行精确的1-3小时回火循环以消除脆性。
最终,热处理的正确持续时间是达到您的应用所需的精确金相结构所需的时间。
总结表:
| 工艺 | 主要目标 | 典型持续时间 | 关键因素 |
|---|---|---|---|
| 退火 | 最大软度 | 8小时到数天 | 炉内缓慢冷却 |
| 淬火(硬化) | 最大硬度 | 数小时(加热/保温)+数分钟(淬火) | 快速冷却速率 |
| 回火 | 恢复韧性 | 1到3小时 | 低温保持 |
为您的钢部件实现精确的冶金效果。正确的金相热处理工艺对性能至关重要,而拥有可靠的设备是第一步。KINTEK专注于实验室设备和耗材,通过高品质的炉子和淬火系统满足实验室需求,这些系统专为精确的温度控制和均匀加热而设计。立即联系我们,讨论我们的解决方案如何增强您的热处理效果,并确保您的特定应用获得一致、高质量的结果。
联系我们的专家,为您的实验室寻找完美的热处理设备。
图解指南