原则上,你能钎焊的金属厚度没有上限。 真正的限制因素不是金属本身的尺寸,而是你向整个接头区域提供足够且均匀热量的能力。成功取决于克服厚部件巨大的散热器效应,使接头达到适当的钎焊温度。
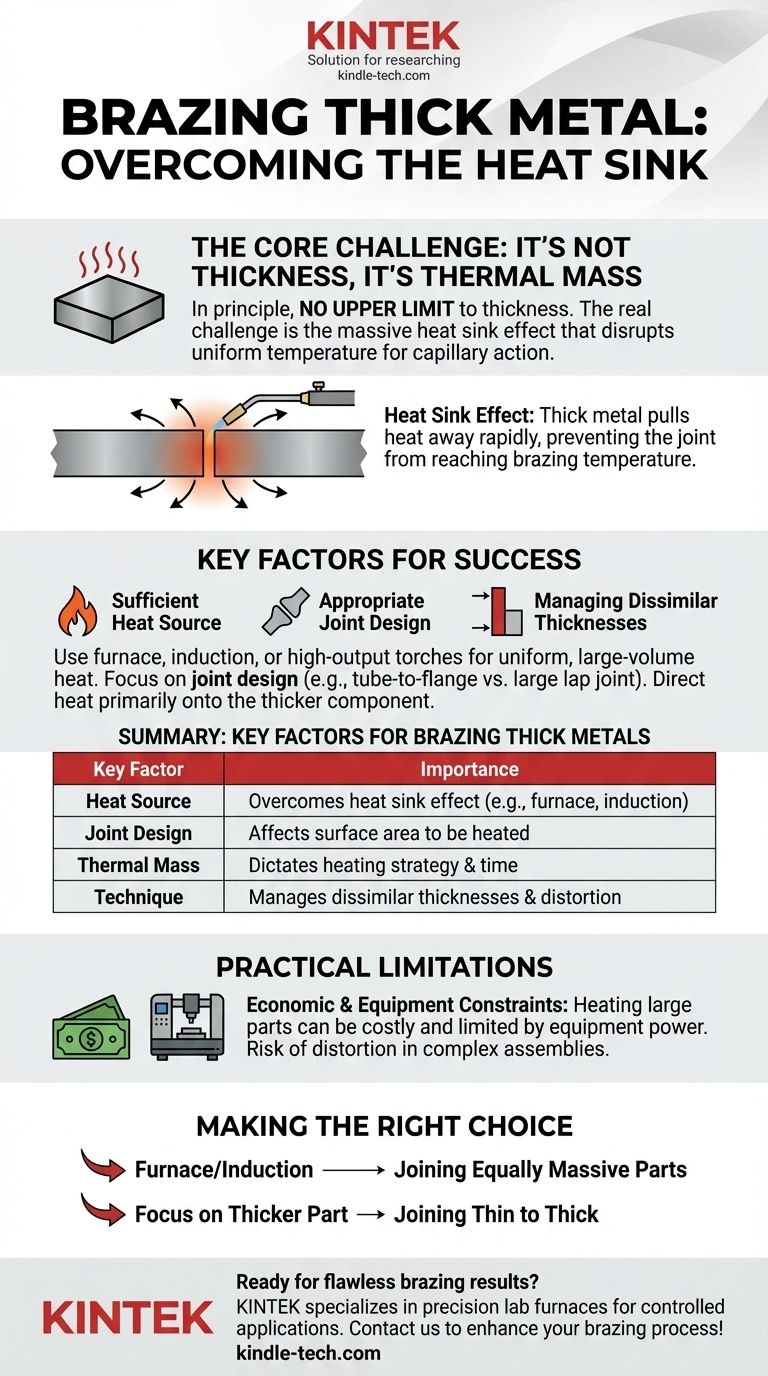
钎焊厚金属的挑战不在于材料的厚度,而在于其热质量。你的成功完全取决于你的加热方法能否克服这种散热器效应,并在接头处实现均匀温度,以确保填充金属的适当流动。
为什么质量而非厚度才是真正的挑战
钎焊的原理是毛细作用,即熔融的填充金属被吸入两种母材之间的紧密间隙中。为了使其正常工作,整个接头区域必须处于略高于填充金属熔点的均匀温度。厚材料由于其吸收和传导热量的能力,会干扰这一过程。
散热器效应
一块厚金属充当一个巨大的散热器。它会迅速将热能从受热点带走。
如果你的热源(例如焊枪)提供热量的速度不能快于金属散发热量的速度,你将永远无法在接头界面达到所需的钎焊温度。
对均匀温度的需求
为了使毛细作用发挥作用,形成接头的两块金属都必须处于正确的温度。
如果一块金属很热而另一块太冷,填充金属会熔化并与热的一侧结合,但无法润湿或流到冷的一侧,导致接头不完整且强度不足。
热梯度带来的危险
在非常厚的板材上局部加热会产生陡峭的热梯度——热区与周围冷金属之间存在显著的温差。
这可能导致填充金属流动不均匀,并且在某些材料中,可能引入显著的内应力,从而在冷却过程中导致变形或开裂。

钎焊厚截面的关键因素
成功钎焊厚部件的关键在于控制热量。这需要仔细考虑你的设备、接头设计和技术。
足够的热源和方法
小型手持焊枪不足以用于厚截面。你需要一种能够均匀提供大量热量的方法。
有效的方法包括炉中钎焊,即在受控气氛中缓慢加热整个组件,或感应加热,它利用磁场在部件内部直接快速产生热量。大型多头焊枪设置也可用于局部、高输出加热。
适当的接头设计
接头的设计至关重要。两块厚板之间的搭接接头需要加热非常大的表面积。
相比之下,将小直径管钎焊到厚法兰中更容易管理,因为你可以将热量集中在质量更大的法兰部件上。
管理不同厚度
一个常见且具有挑战性的情况是将薄部件钎焊到厚部件上。关键在于将大部分热量导向较厚的部件。
通过首先更积极地加热较大的散热器,使其温度升高。薄部件只会通过余热更快地达到温度,从而防止其过热,同时等待厚部件温度升高。
了解实际限制
虽然理论上可行,但钎焊极厚截面存在必须考虑的实际和经济权衡。
经济可行性
在炉中加热一个非常大、重达数吨的部件数小时,技术上可能可行,但在能源和时间方面可能极其昂贵。
在一定规模下,焊接工艺通常成为连接大型截面更实用和经济的选择。
设备限制
你的能力最终受限于你的设备。你的炉子尺寸、感应线圈的功率或焊枪的输出将决定你能成功钎焊的实际上限。
变形风险
加热和冷却大型部件所需的显著热循环可能导致翘曲和变形,尤其是在复杂组件中。必须通过适当的支撑和受控的冷却速率来评估和管理这种风险。
为你的目标做出正确选择
要确定钎焊是否适合你的厚截面应用,请考虑你的主要目标和所涉及的组件。
- 如果你的主要重点是连接两个同样大的部件: 你的最佳选择是提供包围式加热的方法,例如炉中钎焊或感应钎焊,以确保整个组件缓慢、均匀地升温。
- 如果你的主要重点是将薄部件连接到厚部件: 将热源集中在较厚的部件上,让它充当主要热储存器,并通过传导和环境能量使薄部件升温。
- 如果你的主要重点是评估钎焊与焊接: 考虑所需的接头性能、潜在的变形以及操作的总成本,包括加热时间和设备使用情况。
最终,成功的钎焊与其说是关于金属的厚度,不如说是关于热能的智能管理。
总结表:
| 关键因素 | 对钎焊厚金属的重要性 |
|---|---|
| 热源 | 决定你是否能克服散热器效应(例如,炉子、感应)。 |
| 接头设计 | 影响需要均匀加热的表面积。 |
| 热质量 | 真正的挑战;决定加热策略和时间。 |
| 技术 | 对于管理不同厚度和防止变形至关重要。 |
准备好在你的厚截面组件上实现完美的钎焊效果了吗? 正确的设备是管理热质量和确保均匀加热的关键。KINTEK 专注于精密实验室炉和加热系统,非常适合受控钎焊应用。我们的专家可以帮助你选择适合你特定金属连接挑战的完美解决方案。立即联系我们,讨论我们如何改进你的钎焊工艺!
图解指南