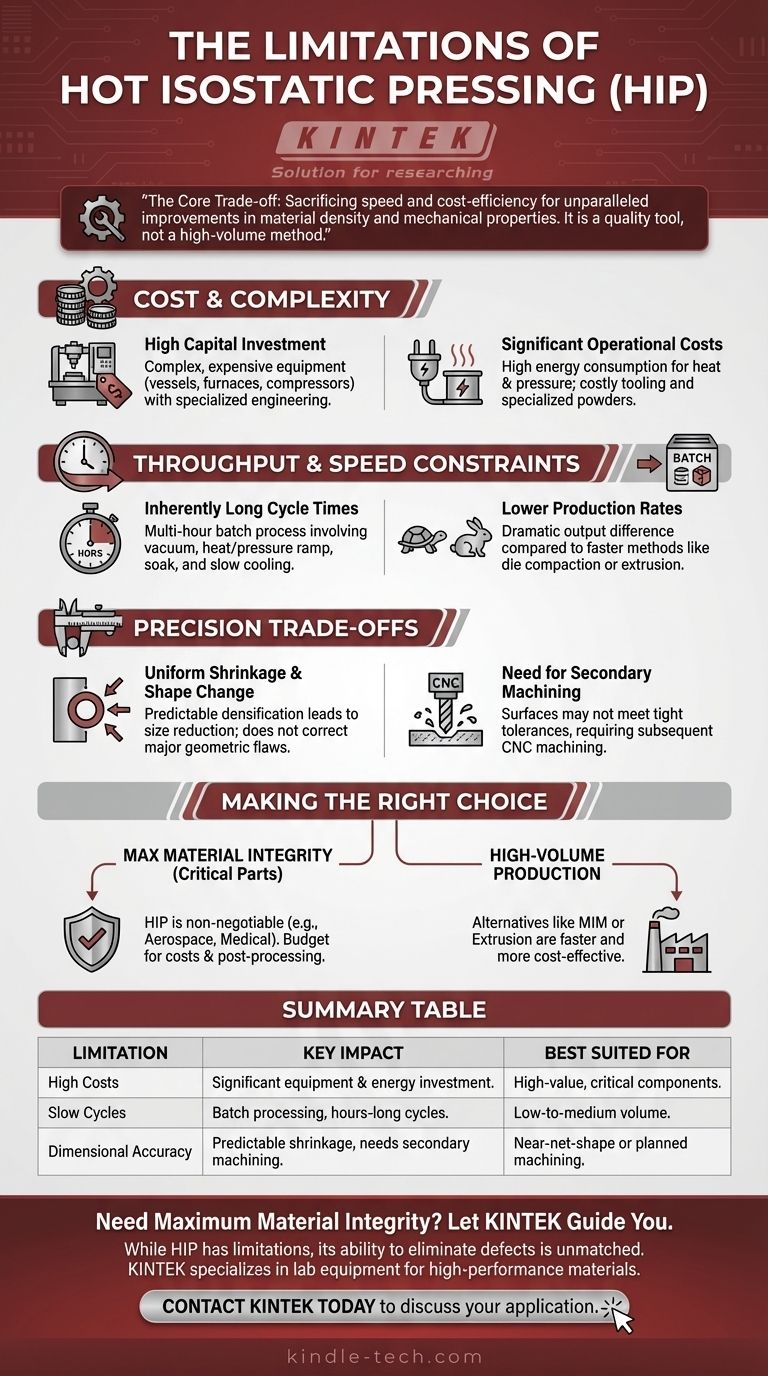
虽然热等静压 (HIP) 是一种极其强大的工艺,但其主要局限性在于高运营成本、缓慢的生产周期以及在不进行二次加工的情况下难以实现精确的最终尺寸。这些因素使其成为一种专业解决方案,最适合高价值组件而非大规模生产。
热等静压的核心权衡是明确的:您牺牲了生产速度和成本效率,以实现材料密度和机械性能无与伦比的改进。它本质上是一种质量和性能增强工具,而不是一种大批量制造方法。
核心挑战:成本和复杂性
HIP 的显著性能优势伴随着高昂的代价,无论是初始投资还是持续运营。这是其普及最常见的障碍。
高资本投资
HIP 所需的设备复杂且昂贵。一个完整的系统包括一个高压容器、一个内部高温炉、强大的压缩机和复杂的控制系统。
这种机械必须能够同时安全地处理极端压力和温度,这需要专门的工程设计和材料,从而推高了初始采购和安装成本。
显著的运营成本
除了初始投资,日常运营成本也很高。该过程消耗大量能源来加热炉子和运行压缩机。
此外,模具可能很昂贵,某些应用——特别是那些由粉末成形的零件——可能需要专门且昂贵的喷雾干燥粉末以确保一致的结果。

吞吐量和生产速度限制
HIP 本质上是一个缓慢的、基于批次的工艺。这种刻意的速度对其有效性是必要的,但限制了其在高产量制造中的应用。
固有的长周期时间
典型的 HIP 周期包括装载腔室、抽真空、回填惰性气体、升高温度和压力、保持特定的“浸泡”时间,最后是缓慢冷却和减压阶段。
整个过程可能需要数小时,使得每台机器的吞吐量远低于其他制造方法。
与替代方案相比生产率较低
与单轴模压或挤压等工艺相比,HIP 的生产率显著较低。
虽然这些方法可以在几秒钟内生产零件,但一个耗时数小时的 HIP 周期可能只能处理几十个或几百个零件,具体取决于它们的尺寸。
了解精度方面的权衡
虽然 HIP 因其能够在不扭曲整体几何形状的情况下致密零件而受到重视,但它并不能保证完美的尺寸精度。
形状变化的细微之处
HIP 施加完全均匀的压力,这非常适合闭合内部孔隙而不会使部件变形。然而,随着材料的致密化,它会均匀收缩。
这种可预测的收缩必须在 HIP 前零件的设计中加以考虑。它不是一个可以纠正主要几何缺陷的工艺。
需要二次加工
轻微的均匀收缩和压力施加的性质意味着表面可能无法满足成品所需的最严格公差。
因此,关键特征或表面通常需要后续的数控加工才能达到最终的精确尺寸。这为整个生产流程增加了另一个步骤——以及额外的成本。
为您的目标做出正确选择
决定是否使用 HIP 需要平衡其强大的优势与实际局限性。您的最终目标是最重要的因素。
- 如果您的主要关注点是最大程度的材料完整性:对于航空航天或医疗应用中的关键部件,HIP 通常是不可协商的,因为这些部件不允许出现故障。请预算成本和必要的后处理。
- 如果您的主要关注点是高产量生产:对于不太关键的零件,模压、金属注射成型 (MIM) 或挤压等替代方法将更具成本效益且速度更快。
- 如果您的主要关注点是实现具有严格公差的“近净形”:使用 HIP 创建致密的近净形零件,但您必须在设计过程中预期需要进行最终加工。
了解这些局限性是利用热等静压实现其预期目的的第一步:在性能不容妥协的情况下创建卓越的组件。
总结表:
| 局限性 | 主要影响 | 最适合 |
|---|---|---|
| 高资本和运营成本 | 设备和能源消耗的巨大投资。 | 性能至关重要的高价值组件。 |
| 生产周期慢 | 批处理,周期时间长达数小时。 | 中低产量生产,不适用于大规模生产。 |
| 尺寸精度 | 可预测的收缩需要二次加工以达到严格公差。 | 近净形足够或已计划加工的应用。 |
需要为关键部件实现最大材料完整性?
虽然 HIP 有其局限性,但其消除内部缺陷和创造卓越材料性能的能力是无与伦比的。KINTEK 专注于实验室设备和耗材,服务于开发和测试高性能材料的实验室和研发部门的精确需求。
让我们的专家帮助您确定 HIP 是否是您项目的正确解决方案,并指导您选择满足您特定要求的设备。
立即联系 KINTEL 讨论您的应用以及我们如何支持您的质量和性能目标。
图解指南