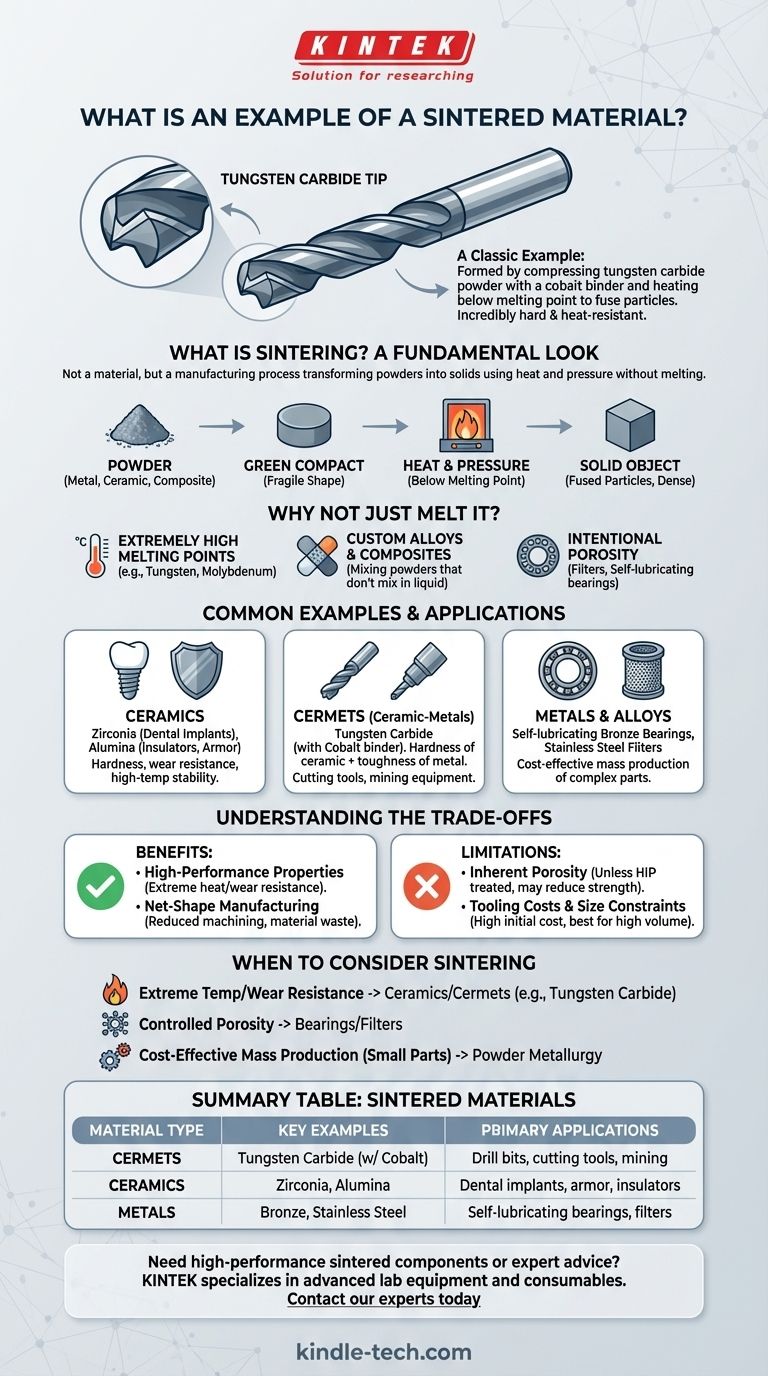
烧结材料的一个经典例子是钻头和其他切削工具上发现的碳化钨刀尖。这种极其坚硬和耐热的材料不像钢那样通过熔化和铸造形成,而是通过将碳化钨粉末与钴等粘合剂一起压缩,并在低于其熔点的温度下加热,直到颗粒熔合在一起而形成。
烧结不是一种材料,而是一种制造工艺,它利用热量和压力将粉末转化为致密的固体,而无需熔化主要材料。这种方法使我们能够利用陶瓷和超级合金等材料制造高性能部件,而这些材料通过传统的熔化和铸造方法难以或不可能成型。
什么是烧结?基本概述
烧结是一种热处理工艺,用于将粉末颗粒粘合在一起形成连贯的固体物体。它是粉末冶金领域的一个基石。
核心原理:从粉末到固体
该过程始于所需材料的细粉末,它可以是金属、陶瓷或复合材料。将该粉末压制成一个形状,通常称为“生坯”,它很脆弱。
然后将该生坯在受控气氛的炉中加热到低于材料熔点的温度。在高温下,粉末颗粒接触点的原子在边界处扩散,将颗粒熔合在一起,形成一个单一的固体部件。
为什么不直接熔化它?
当熔化不切实际或不理想时,就会采用烧结技术。它使工程师能够制造出通过其他方式无法实现的具有独特性能的材料。
主要优点包括处理具有极高熔点的材料(如钨或钼),以及通过混合在液态下不易混合的粉末来制造定制合金或复合材料。它还允许有意地制造出多孔材料,例如过滤器或自润滑轴承。

烧结材料的常见例子和应用
尽管过程是一致的,但应用却极其多样化,远远超出了金属粉末的范畴。
陶瓷
许多先进的技术陶瓷是通过烧结生产的。这些材料因其硬度、耐磨性和高温稳定性而受到重视。
例子包括用于牙科植入物和牙冠的氧化锆,以及用于电绝缘体和防弹装甲板的氧化铝。
金属陶瓷(陶瓷-金属)
金属陶瓷是陶瓷材料和金属材料结合在一起的复合材料。目标是获得陶瓷的硬度和金属的韧性。
最突出的例子是碳化钨,其中坚硬的碳化物颗粒被固定在坚韧的金属粘合剂(如钴)中。这是金属切削工具、采矿设备和耐磨部件的标准材料。
金属和合金
烧结广泛用于小批量复杂金属零件的大规模生产,因为它比机加工更具成本效益。
常见例子是自润滑青铜轴承,它们故意设计成多孔以容纳油,以及不锈钢过滤器,它们利用受控的多孔性将颗粒与流体分离。
了解烧结的权衡
与任何制造过程一样,烧结具有明显的优点和局限性,使其适用于某些应用但不适用于其他应用。
优点:高性能特性
烧结是制造由具有极高熔点的材料制成的部件的首选方法。它能够生产出能够承受极端高温、磨损和腐蚀环境的部件。
优点:净形制造
该过程可以生产出非常接近最终尺寸的部件,这被称为“净形”或“近净形”制造。这大大减少或消除了昂贵二次加工操作的需要,并最大限度地减少了材料浪费。
局限性:固有孔隙率
除非采用热等静压等额外步骤,否则大多数烧结部件都会保留少量残余孔隙。虽然这对过滤器等应用来说是一种优势,但它可能充当应力集中点,与完全致密的锻造等效物相比,可能会降低材料的最终强度。
局限性:工装成本和尺寸限制
用于压制粉末的模具和压机的初始成本可能很高,这使得烧结最适合大批量生产。此外,制造非常大或极其复杂的部件在技术上可能具有挑战性且成本高昂。
何时考虑将烧结用于项目
选择制造工艺完全取决于您的材料要求、生产量和成本目标。
- 如果您的主要重点是极端的耐温性和耐磨性: 烧结是制造由碳化钨等高熔点陶瓷和金属陶瓷制成的部件的卓越选择。
- 如果您的主要重点是受控的孔隙率: 烧结是制造自润滑轴承和金属过滤器等部件的唯一实用方法。
- 如果您的主要重点是小金属零件的成本效益的大规模生产:对于 大批量的齿轮和凸轮等部件,烧结(粉末冶金)比机加工可以节省大量成本。
最终,烧结使工程师能够制造出通过传统制造方法根本无法存在的先进材料和部件。
摘要表:
| 烧结材料类型 | 关键示例 | 主要应用 |
|---|---|---|
| 金属陶瓷 | 碳化钨(含钴粘合剂) | 钻头、切削工具、采矿设备 |
| 陶瓷 | 氧化锆、氧化铝 | 牙科植入物、装甲板、绝缘体 |
| 金属 | 青铜、不锈钢 | 自润滑轴承、过滤器 |
需要高性能烧结部件或有关粉末冶金的专家建议? KINTEK 专注于先进的材料研究和开发实验室设备和耗材。我们的专业知识可以帮助您为您的项目选择正确的材料和工艺,确保最佳性能和成本效益。立即联系我们的专家,讨论我们如何支持您实验室的烧结和材料科学需求!
图解指南