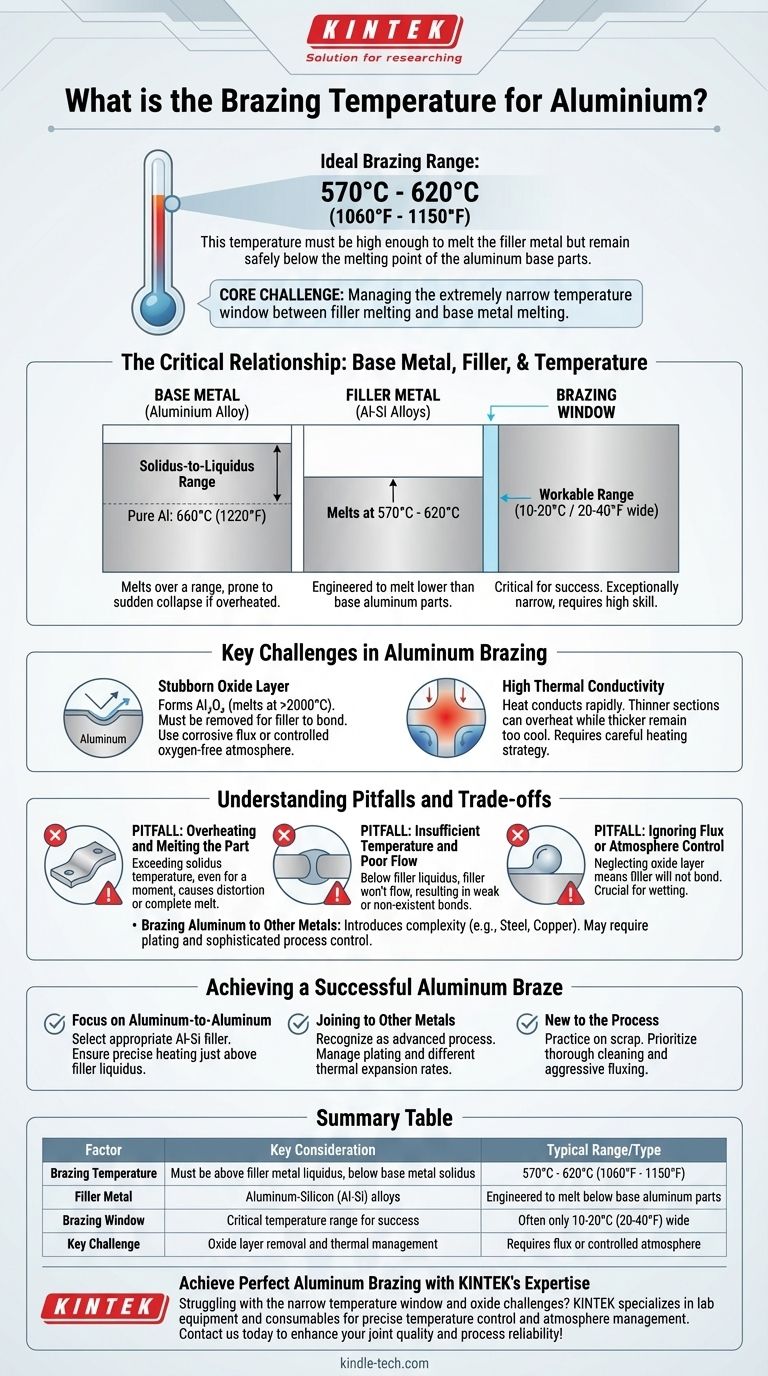
铝的理想钎焊温度不是一个单一值,而是一个由所使用的特定填充合金决定的狭窄范围。通常,此过程发生在 570°C 至 620°C (1060°F 至 1150°F) 之间。该温度必须足够高以熔化填充金属,但必须安全地低于铝基件的熔点,以防止其坍塌。
钎焊铝的核心挑战在于管理填充金属熔点和基体金属熔点之间极其狭窄的温度窗口。成功与否更多地取决于整个接头的精确温度控制,而不是达到一个特定的数值。
基体金属、填充料和温度的关键关系
要钎焊任何金属,必须将组件加热到使填充金属熔化的温度,然后填充金属通过毛细作用流入接头。对于铝来说,这个过程尤其敏感。
了解铝的熔点
纯铝的熔点为 660°C (1220°F)。然而,制造中使用的合金没有固定的熔点;它们是在一个固相线到液相线范围内熔化的。
固相线(Solidus)是合金开始熔化的温度。液相线(Liquidus)是合金完全液化的温度。这个范围可能非常窄,使得材料在过热时容易突然坍塌。
填充金属的作用
铝钎焊通常使用铝硅(Al-Si)合金作为填充金属。这些合金经过设计,其熔点低于铝基件。
常见的 Al-Si 填充合金在 570°C 至 620°C (1060°F 至 1150°F) 的范围内熔化。选择的精确钎焊过程温度略高于您所使用的特定填充料的液相线温度。
定义“钎焊窗口”
“钎焊窗口”是高于填充料熔点但低于基体金属固相线温度的可操作温度范围。
对于铝而言,这个窗口非常狭窄,通常只有 10-20°C (20-40°F)。这种不容出错的特性是铝钎焊被认为是一项高技术性工艺的主要原因。

铝钎焊的关键挑战
达到正确的温度只是解决方案的一部分。您还必须克服铝固有的化学和物理特性。
顽固的氧化层
铝的表面会立即形成一层坚硬的透明氧化铝(Al₂O₃)层。该氧化物的熔点超过 2000°C (3600°F),远高于钎焊温度。
必须去除这层氧化物,填充金属才能润湿并粘合到基体铝上。这通常使用腐蚀性助焊剂或在受控的无氧气氛(真空或惰性气体)中钎焊来实现。
高导热性
铝的导热速度非常快且效率高。这使得将整个接头组件均匀加热到钎焊温度变得很困难。
较薄的部分很容易过热熔化,而较厚的部分可能仍然太冷,导致填充金属无法正常流动。这需要一个经过精心规划的加热策略。
了解陷阱和权衡
精确的温度控制是不可或缺的。即使是很小的偏差也可能导致完全失败。
陷阱:过热和零件熔化
这是最常见也是最灾难性的失效模式。即使只是一瞬间超过基体金属的固相线温度,也可能导致零件变形或完全熔化,尤其考虑到其工作范围狭窄。
陷阱:温度不足和流动性差
如果组件没有加热到略高于填充料液相线的温度,填充料将不足以熔化。它将无法通过毛细作用流入接头,导致粘合不完全、薄弱或根本没有粘合。
陷阱:忽略助焊剂或气氛控制
只关注温度而忽略氧化层是失败的根源。如果没有适当的助焊或气氛控制,填充金属只会聚集在表面,而不会粘合到铝上。
铝与其他金属的钎焊
虽然有可能,但将铝与钢或铜等异种金属连接会带来巨大的复杂性。正如参考资料所述,钛和镍等金属可以直接钎焊,但其他金属则需要预先电镀。这会改变热性能,并需要更复杂的工艺控制。
实现成功的铝钎焊
您的方法应由您连接的材料和您的经验水平决定。您的策略应基于原理,而不仅仅是一个单一的温度值。
- 如果您的主要重点是铝对铝的连接: 选择合适的 Al-Si 填充合金,并确保您的加热过程能够精确地将温度保持在略高于该填充料液相线温度。
- 如果您的主要重点是将铝与其他金属连接: 认识到这是一个高级过程,其中对异种金属进行电镀和管理不同的热膨胀率与温度控制同等重要。
- 如果您是该过程的新手: 在废料上练习,以培养对铝吸收热量的速度的感觉,并优先考虑彻底清洁和强效助焊剂以控制氧化层。
最终,成功的铝钎焊是对温度、化学和热分布控制力的展示。
总结表:
| 因素 | 关键考虑因素 | 典型范围/类型 |
|---|---|---|
| 钎焊温度 | 必须高于填充金属液相线,低于基体金属固相线 | 570°C 至 620°C (1060°F 至 1150°F) |
| 填充金属 | 铝硅 (Al-Si) 合金 | 设计用于低于铝基件熔化 |
| 钎焊窗口 | 成功的关键温度范围 | 通常仅 10-20°C (20-40°F) 宽 |
| 关键挑战 | 氧化层去除和热量管理 | 需要助焊剂或受控气氛 |
利用 KINTEK 的专业知识实现完美的铝钎焊
在铝钎焊的狭窄温度窗口和氧化物挑战方面遇到困难?KINTEK 专注于实验室设备和耗材,可为您的实验室提供精确的温度控制和气氛管理,以获得完美无瑕的钎焊结果。我们的解决方案可帮助您避免零件熔化和填充流动性差等常见陷阱。
立即联系我们,讨论我们的专业钎焊设备如何提高您的接头质量和工艺可靠性!
图解指南