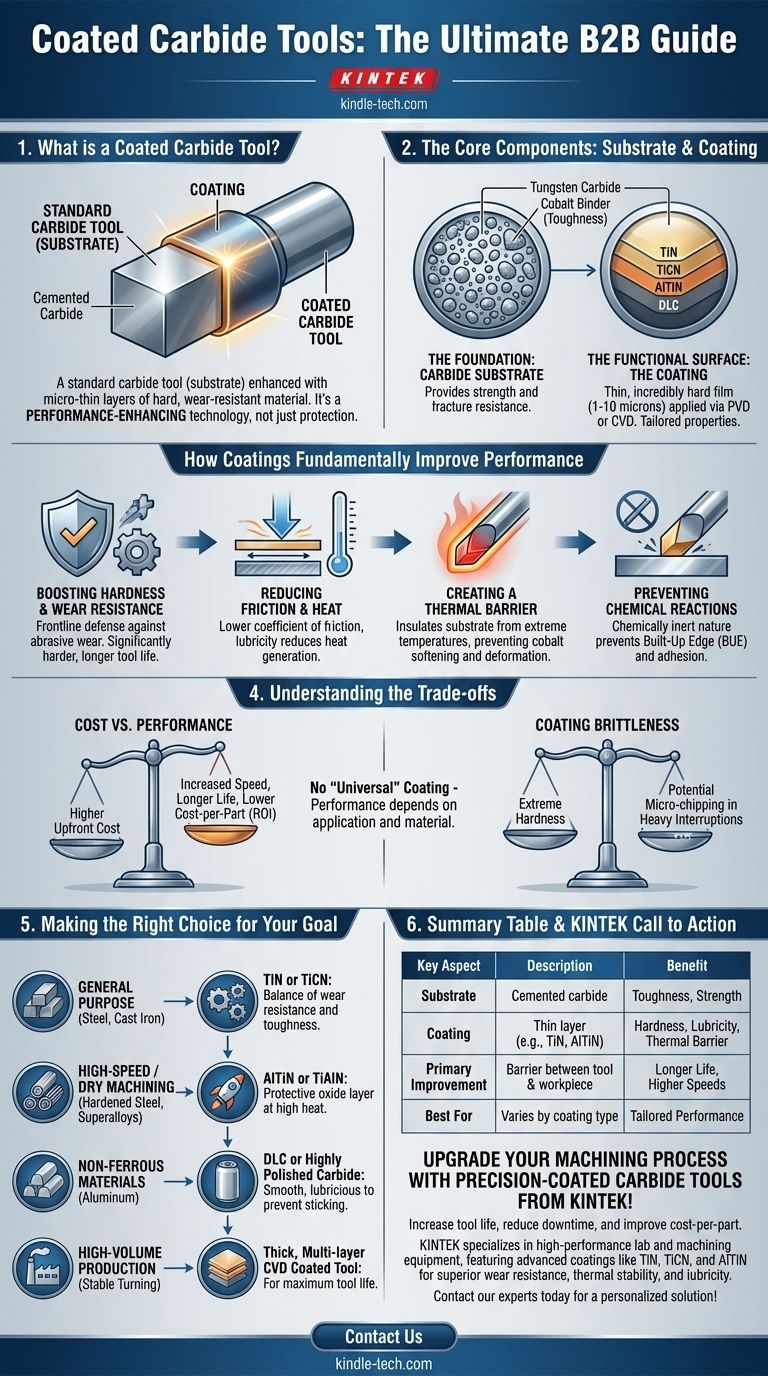
从本质上讲,涂层硬质合金刀具是在标准硬质合金切削刀具(基体)上,通过增加一层或多层超薄的极硬耐磨材料涂层而得到强化的刀具。该涂层充当刀具与工件之间的屏障,从根本上提高了其性能和寿命,远远超出了未涂层硬质合金单独所能达到的效果。
关键要点是,涂层不仅仅是一层保护层;它是一种提升性能的技术。通过形成具有卓越硬度、润滑性和热稳定性的功能性表面,涂层使硬质合金刀具能够切削得更快、运行温度更高,并显著延长使用寿命。
核心组成部分:基体与涂层
要理解涂层刀具,就必须了解其两个不同的部分:坚韧的内核和坚硬的外壳。每个部分都起着关键作用。
基础:硬质合金基体
刀具的主体由硬质合金制成。这是一种复合材料,通过将粉末状的碳化钨(提供硬度)与金属钴粘结剂(提供韧性)烧结而成。
该基体负责刀具的内在强度及其在巨大的切削力下抵抗断裂的能力。
功能表面:涂层
涂层通过物理气相沉积 (PVD) 或化学气相沉积 (CVD) 等工艺施加,是一种极薄(通常为 1-10 微米)但极其坚硬的薄膜。
常见的涂层材料包括氮化钛 (TiN)、碳氮化钛 (TiCN) 和氮化铝钛 (AlTiN)。每种材料都具有针对特定应用的独特性能。

涂层如何从根本上提高性能
增加涂层通过直接解决加工中的主要失效模式,改变了刀具的能力。
提高硬度和耐磨性
最明显的优势是硬度。涂层的硬度明显高于硬质合金基体本身,为抵抗工件材料中硬质颗粒引起的磨粒磨损提供了第一道防线。这直接转化为更长的刀具寿命。
减少摩擦和热量
涂层的摩擦系数低于裸硬质合金。这种润滑性减少了切屑流过刀具表面时的阻力,从而产生的热量更少。热量更少始终是加工中的主要目标。
形成隔热屏障
涂层充当绝缘体,保护硬质合金基体免受切削刃处产生的极端温度的影响。这种热稳定性至关重要,因为如果硬质合金过热,其钴粘结剂会软化,导致快速变形和灾难性的刀具失效。
防止化学反应
在高温切削条件下,工件材料很容易焊接到刀具的切削刃上。这种现象被称为积屑瘤 (BUE),会破坏表面光洁度并可能导致刃口崩碎。大多数涂层的化学惰性可防止这种粘附。
了解权衡
尽管涂层刀具非常有益,但它们也并非没有复杂性和妥协之处。承认这些是做出明智选择的关键。
成本与性能
涂层刀具的初始成本高于未涂层刀具。其合理性在于投资回报:提高切削速度、延长刀具寿命和减少换刀次数,从而提高生产率和降低总体单位零件成本。
涂层脆性和崩碎
涂层的极高硬度也可能使其更脆。在重载中断(如铣削键槽)或机床刚性较差的应用中,涂层在锋利的切削刃上容易发生微崩碎。
“通用”涂层的神话
没有一种涂层适用于所有应用。像AlTiN这样的涂层在加工硬化钢的高温环境中表现出色,但在加工铝等“粘性”材料时,其性能可能不如更光滑、润滑性更好的涂层。
根据您的目标做出正确的选择
选择正确的刀具需要将涂层的特性与您正在加工的材料和您的生产目标相匹配。
- 如果您的主要重点是钢和铸铁的通用加工: 像TiN或TiCN这样的“主力”涂层在耐磨性和韧性之间提供了出色且经济的平衡。
- 如果您的主要重点是硬化钢和高温合金的高速或干式加工: 需要像AlTiN或TiAlN这样的铝基涂层,因为它在高温下会形成保护性的氧化铝层。
- 如果您的主要重点是加工铝等有色金属: 理想选择是像DLC(类金刚石碳)这样的非常光滑、润滑性好的涂层,或者使用未涂层、高度抛光的硬质合金刀具,以防止材料粘附。
- 如果您的主要重点是在稳定、大批量的生产中实现最大的刀具寿命: 较厚的、多层的CVD 涂层刀具通常是最佳选择,尤其适用于车削操作。
最终,选择正确的涂层将切削刀具从简单的消耗品转变为针对您特定制造挑战的精密工程解决方案。
总结表:
| 关键方面 | 描述 | 益处 |
|---|---|---|
| 基体 | 硬质合金(碳化钨 + 钴粘结剂) | 提供韧性和强度 |
| 涂层 | TiN、TiCN、AlTiN 等材料的薄层(1-10 微米) | 增加硬度、润滑性和隔热屏障 |
| 主要改进 | 充当刀具与工件之间的屏障 | 延长刀具寿命并允许更高的切削速度 |
| 最适合 | 因涂层类型而异(例如,AlTiN 适用于硬化钢,DLC 适用于铝) | 针对特定材料和条件定制性能 |
使用 KINTEK 的精密涂层硬质合金刀具升级您的加工流程!
您是否希望延长刀具寿命、减少停机时间并降低单位零件成本?KINTEK 专注于高性能实验室和机加工设备,包括专为您的特定材料和应用需求设计的涂层硬质合金刀具。我们的刀具采用 TiN、TiCN 和 AlTiN 等先进涂层,可提供卓越的耐磨性、热稳定性和润滑性。
让我们帮助您为您的操作选择完美的刀具涂层——无论您加工的是钢、铝还是高温合金。请立即联系我们的专家,获取可最大限度提高您的生产率和投资回报率的个性化解决方案!
图解指南
相关产品
- 碳纸布隔膜铜铝箔等专业裁切工具
- 工程先进陶瓷用碳化硅(SiC)陶瓷片平面瓦楞散热器
- 电子束蒸发镀膜无氧铜坩埚和蒸发舟
- 碳化硅(SiC)陶瓷板 耐磨工程高级特种陶瓷
- 用于工程先进精密陶瓷的碳化硅(SiC)陶瓷板












