热等静压 (HIP) 的核心是通过塑性变形、蠕变和原子扩散的强大组合来致密化材料。在巨大的、均匀施加的压力和高温下,粉末颗粒或具有内部孔隙的部件被迫屈服、流动,并最终在微观层面结合在一起,从而消除几乎所有内部空隙。
HIP 的基本机制不是单一动作,而是一个受控的、多阶段的过程。高压首先机械地将颗粒压在一起,使大空隙塌陷,而高温则提供能量使材料缓慢蠕变和扩散,修复剩余的微观孔隙,直到获得完全致密的固体部件。
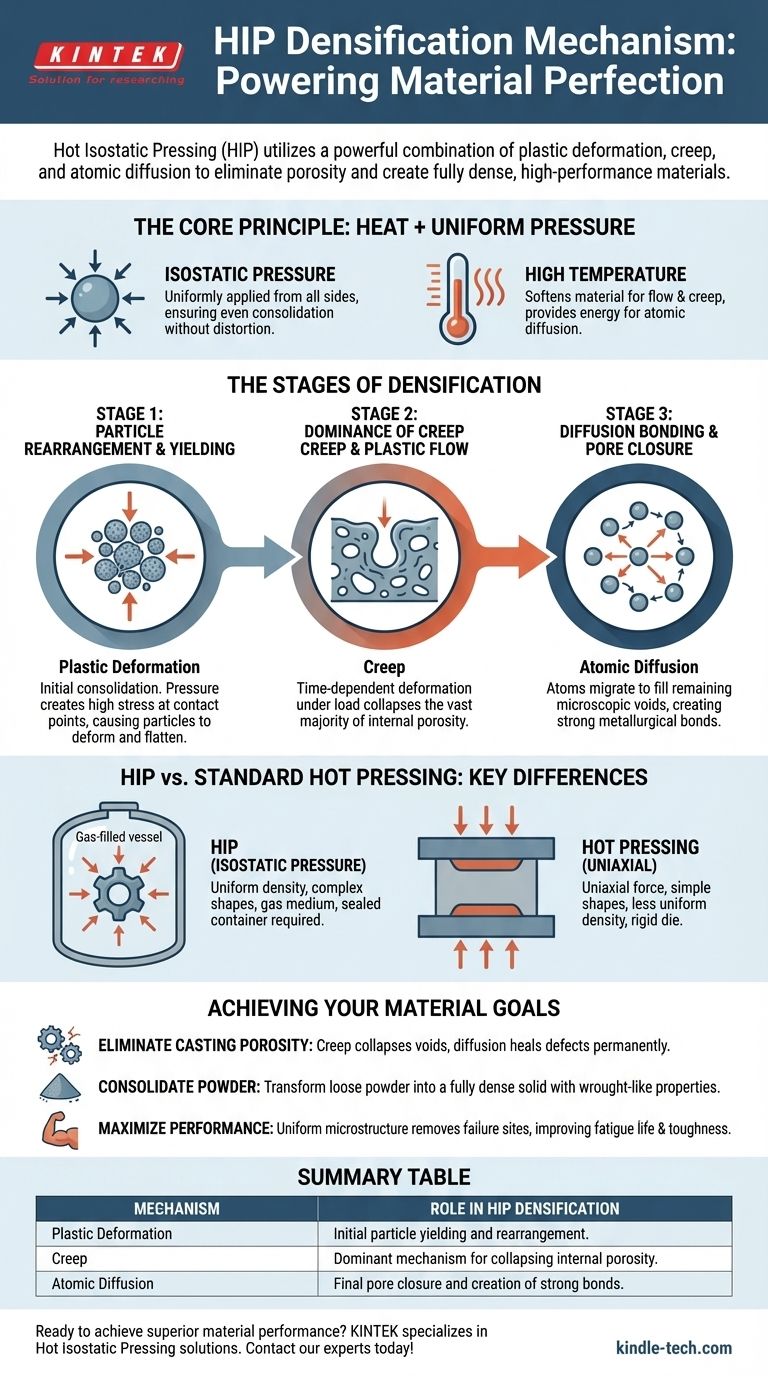
核心原理:结合热量和均匀压力
要理解致密化机制,我们必须首先了解 HIP 过程的两个基本输入。
什么是热等静压?
该过程涉及将组件或金属粉末密封在容器(通常称为“罐”)内。然后将该容器放入高压容器中。容器中充满惰性气体(通常是氩气),该气体被加热并加压到极端水平,对容器及其内部部件施加力。
等静压的作用
“等静压”一词至关重要——它意味着压力是从各个方向均匀施加的。这与传统的单轴施压不同。这种全方位压力确保材料均匀固结而不变形,从而实现高度复杂形状的致密化。
高温的作用
仅靠压力是不够的。高温会软化材料,降低其屈服强度,使其易于发生塑性流动和蠕变。至关重要的是,它还提供激活扩散所需的能量,即单个原子的运动,这是创建完美冶金结合的最后一步。

致密化阶段解析
从多孔或粉末状态到完全致密固体的转变以可预测的顺序发生。
阶段 1:颗粒重排和初始屈服
在循环开始时,随着压力和温度的升高,初始固结开始。松散的粉末颗粒移动并滑动,形成更紧密的排列。巨大的压力在颗粒之间微小的接触点处产生极高的应力,导致它们塑性变形并相互压平。
阶段 2:蠕变和塑性流动的支配
当部件保持在峰值温度和压力下时,主要的致密化机制开始发挥作用。材料的强度被有意克服,使其表现得像一种非常缓慢移动的粘性流体。这种在载荷作用下随时间变化的变形被称为蠕变,它负责使绝大多数内部孔隙塌陷。
阶段 3:扩散结合和最终孔隙闭合
在最后阶段,材料可能已经达到 98% 以上的密度,只剩下小的、孤立的球形孔隙。此时,原子扩散成为主导机制。原子在这些微小空隙的表面迁移,逐渐“填充”它们直到它们完全消失。这种扩散过程还在原始颗粒边界之间形成牢固、永久的结合。
了解权衡和主要区别
区分 HIP 与听起来相似的技术对于理解其独特功能至关重要。
与标准热压的区别
标准热压通常使用刚性模具(如石墨模具)并沿单轴(从一个或两个方向)施加压力。这限制了它只能用于简单形状,并可能导致密度不均匀。
等静压是主要优势
HIP 使用气体介质施加等静压是其决定性特征。这允许致密化复杂的、近净形部件,并确保完全均匀的微观结构,这是定向压制无法实现的。
密封系统的要求
HIP 的一个关键考虑因素是材料必须密封在防漏容器中,以防止高压气体渗入您试图闭合的孔隙。对于固结粉末,这意味着使用专门设计的罐。对于修复固体铸件中的缺陷,缺陷必须是内部的,并且不与表面相连。
为您的目标做出正确选择
了解致密化机制有助于您有效应用该技术。
- 如果您的主要重点是消除铸造孔隙:关键在于,结合压力和温度将导致内部空隙通过蠕变塌陷,然后内部表面将通过扩散结合在一起,永久修复缺陷。
- 如果您的主要重点是将粉末固结成固体部件:您必须依靠塑性流动、蠕变和扩散的完整序列,将松散的粉末转化为具有与锻造材料相同或更优性能的完全致密部件。
- 如果您的主要重点是实现材料的最大性能:HIP 工艺产生的均匀微观结构和内部缺陷的完全去除,消除了裂纹萌生点,从而显著改善了疲劳寿命和韧性等性能。
最终,热等静压为制造完全致密且内部完好的材料提供了一条强大的途径。
总结表:
| 机制 | 在 HIP 致密化中的作用 |
|---|---|
| 塑性变形 | 在压力下初始颗粒屈服和重排。 |
| 蠕变 | 随时间推移使内部孔隙塌陷的主要机制。 |
| 原子扩散 | 最终的孔隙闭合和形成牢固的冶金结合。 |
准备好消除孔隙并实现卓越的材料性能了吗?
KINTEK 专注于先进的实验室设备,包括热等静压解决方案,帮助您制造完全致密、高完整性的部件。我们的专业知识确保您获得合适的技术,以提高疲劳寿命、韧性和材料均匀性。
立即通过我们的联系表格联系我们的专家,讨论 HIP 如何使您的特定实验室或生产需求受益。
图解指南