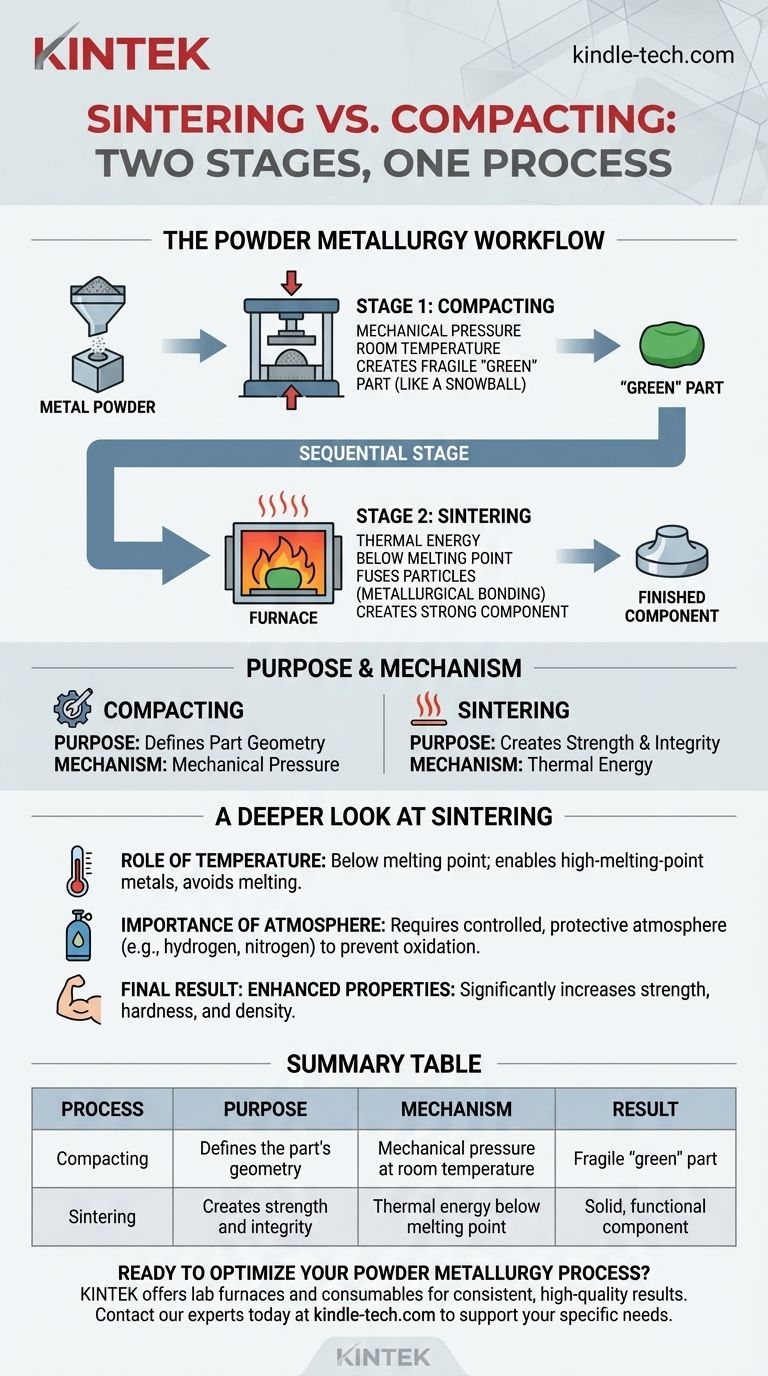
烧结和压实不是相互竞争的工艺;它们是粉末冶金工作流程中的两个独立的、连续的阶段。压实是在室温下将金属粉末压制成所需形状的机械步骤,而烧结是随后的热处理步骤,通过加热使颗粒熔合在一起,从而赋予零件强度和完整性。
根本区别在于它们的功能和顺序。压实是将粉末冷压成易碎的“生坯”零件以确定其几何形状,而烧结则是施加热量来粘合颗粒,将该易碎形状转变为坚固的功能部件。
粉末冶金工作流程:从粉末到零件
要理解区别,必须了解它们是如何协同工作的。粉末冶金是从细金属粉末开始构建零件的工艺。压实和烧结都是这一过程不可或缺的步骤。
第一阶段:压实——制造“生坯”零件
压实是初始成型过程。它涉及将金属粉末倒入精密模具中并施加巨大的压力。
这种压力使金属颗粒紧密接触,形成足够坚固以便于搬运的形状。这种预烧结的物体被称为“生坯”零件。
可以将其想象成制作雪球。您将松散的雪(粉末)加压,形成一个确定的形状(生坯)。它能保持形状,但仍然在机械上很脆弱,容易损坏。
第二阶段:烧结——熔合颗粒
烧结赋予生坯最终的强度和冶金性能。将零件放入受控气氛的炉中进行加热。
温度会升高到低于材料的熔点。颗粒不会液化。
相反,强热和压力会导致颗粒边界处的原子扩散并结合在一起,形成坚固的实体。这就是将易碎的生坯转变为成品部件的过程。
关键区别:目的和机制
压实使用机械压力来实现特定的几何形状。其目的是纯粹的结构定义。
烧结使用热能来实现冶金粘合。其目的是创造强度、硬度和最终密度。

深入了解烧结过程
烧结是一个高度受控的热过程,其关键变量决定了最终结果。它比简单地在烤箱中加热零件要复杂得多。
不仅仅是热量:温度的作用
烧结的关键在于它在不熔化的情况下发生。这个区别至关重要,因为它使得可以制造由熔点极高的金属制成的零件,而这些金属通过传统铸造方法加工起来会很困难或成本高昂。
气氛的重要性
烧结炉内的环境至关重要。正如参考资料所述,不同的材料需要不同的气氛才能达到完全密度并防止氧化。
金属通常需要还原性气体(如氢气)或惰性气体(如氮气)来在高温循环期间保护零件。
最终结果:增强的性能
烧结的主要目标是改善零件的物理特性。该过程显著提高了强度、硬度和密度,将部件锁定在其最终、耐用的状态。
理解权衡和背景
认识到这两个阶段之间的关系有助于阐明整个粉末冶金工艺的能力和局限性。
“生坯”零件的易碎性
一个关键的考虑因素是零件在压实后但在烧结前存在的机械弱点。这些生坯必须小心处理,以避免在送入炉中加强之前发生断裂。
烧结不是熔化
这个过程绝不应与熔化或铸造混淆。烧结使得混合不同的金属粉末成为可能,从而创造出通过液化无法形成的独特合金。
孔隙率作为特征或缺陷
与铸件或机加工零件不同,烧结部件通常会保留少量的孔隙率。虽然这可能对某些结构应用构成限制,但它也可以是自润滑轴承或过滤器等产品的故意特征。
这对制造目标有何影响
选择如何优化此过程完全取决于您的最终目标。
- 如果您的主要重点是创建复杂的初始形状: 您的注意力应放在压实阶段,因为模具和压力直接决定了零件的几何形状。
- 如果您的主要重点是实现特定的材料性能(如强度或硬度): 烧结阶段至关重要,因为温度、时间和气氛控制着最终的冶金结合。
- 如果您需要处理高熔点材料: 这种压实和烧结的两步过程是与传统铸造或熔化相比的一个关键优势。
理解这个两阶段过程是掌握粉末冶金基础知识的关键。
总结表:
| 工艺 | 目的 | 机制 | 结果 |
|---|---|---|---|
| 压实 | 确定零件的几何形状 | 室温下的机械压力 | 易碎的“生坯”零件 |
| 烧结 | 创造强度和完整性 | 低于熔点的热能 | 坚固的功能部件 |
准备好优化您的粉末冶金工艺了吗?
无论您的目标是通过精确压实创建复杂形状,还是通过受控烧结实现卓越的材料性能,KINTEK 都拥有专业知识和设备来提供帮助。我们的实验室炉和耗材旨在满足粉末冶金的严格要求,确保一致、高质量的结果。
立即联系我们的专家,讨论我们如何支持您实验室特定的烧结和压实需求。
图解指南