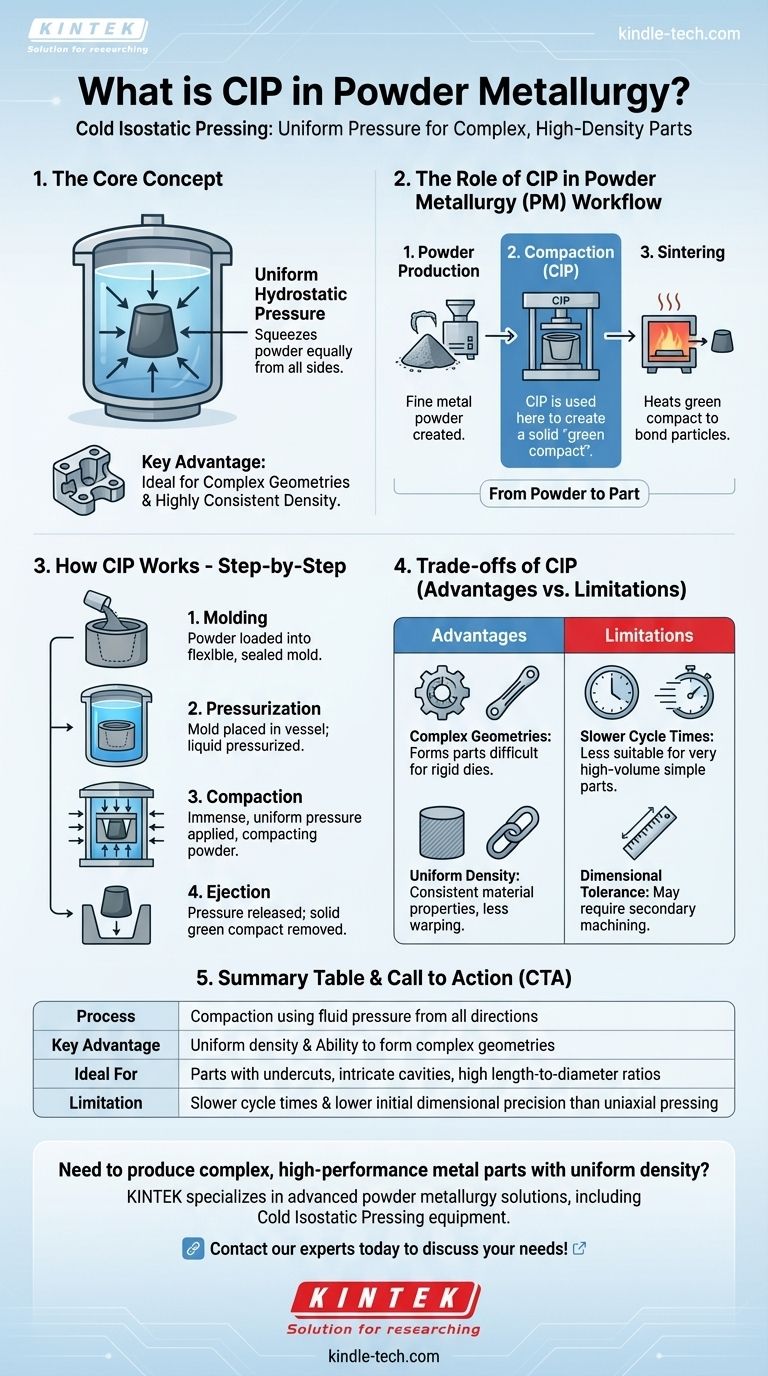
在粉末冶金中,冷等静压(CIP)是一种压实方法,它利用流体压力将金属粉末均匀压缩成固体形状,然后进行最终烧结阶段。这个过程用于制造一个初步的物体,称为“生坯”,它具有足够的结构完整性以便于处理。
CIP的核心优势在于其使用均匀的静水压力。与传统单向施力的压机不同,CIP从四面八方均匀挤压粉末,使其能够独特地形成具有高度一致密度的复杂零件。
CIP在粉末冶金过程中的作用
要理解CIP,您必须首先了解它在更广泛的粉末冶金(PM)工作流程中的位置。PM过程主要由三个核心阶段组成。
从粉末到零件:核心步骤
首先,通过雾化或化学反应等方法生产细金属粉末。这种原材料是最终零件的基础。
其次,将松散的粉末压实成所需的形状。这是采用冷等静压的阶段。目标是制造一个脆弱但坚固的物体,即“生坯”。
最后,将生坯在受控气氛炉中加热到低于其熔点的温度。这个过程,称为烧结,将金属颗粒结合在一起,赋予零件最终的强度和性能。

冷等静压的实际工作原理
CIP的有效性源于其独特的压力应用方式。它通过使用液体介质来完成工作,从而规避了传统机械压机的局限性。
“等静压”原理
关键是“等静压”一词,它意味着“各个方向的均匀压力”。想象一下用机械虎钳挤压一个物体——压力只从两侧施加。
现在,想象一下将该物体深埋在海洋中。水压均匀作用于其整个表面。这就是CIP背后的原理。液体作为完美的介质,将压力均匀地传递到粉末团块的每个表面。
CIP工艺分步说明
- 成型:将金属粉末装入柔性密封模具中,通常由橡胶、聚氨酯或PVC制成。该模具定义了零件的形状。
- 加压:将密封模具放入充满液体(通常是水或油)的高压容器中。
- 压实:液体被加压,对柔性模具外部施加巨大而均匀的压力。这将内部的粉末压实成固体。
- 脱模:释放压力,将装有已固化生坯的模具从容器中取出。
结果:均匀的生坯
输出的零件具有非常均匀的密度。由于压力从四面八方施加,因此不会出现单向压制可能出现的薄弱点或密度梯度,这对于最终烧结零件的性能至关重要。
理解CIP的权衡
虽然功能强大,但CIP并非所有粉末压实的通用解决方案。它的优点伴随着特定的局限性,使其适用于某些应用而不适用于其他应用。
主要优点:复杂几何形状
CIP擅长生产难以或不可能用刚性模具制造的形状。这包括带有底切、复杂内腔或高长径比的零件。
主要优点:均匀密度
均匀的压力确保了整个零件的材料性能一致。这最大限度地减少了烧结过程中的翘曲,并提高了最终部件的机械性能。
局限性:较慢的循环时间
装载模具、密封、放入容器、加压和减压的过程本质上比机械压机的快速冲压动作要慢。这使得CIP不适用于简单零件的大批量生产。
局限性:尺寸公差
虽然形状复杂,但初始尺寸精度可能低于刚性模具压实。柔性模具可能会轻微变形,这意味着通过CIP制造的零件通常需要二次加工才能满足严格的公差。
为您的目标做出正确选择
选择正确的压实方法完全取决于零件的几何形状、所需的性能和生产量。
- 如果您的主要重点是简单形状的大批量生产:传统的单轴(单向)模具压实几乎总是更具成本效益和速度。
- 如果您的主要重点是制造具有复杂内部或外部几何形状的零件:CIP是形成初始生坯的最佳方法之一。
- 如果您的主要重点是实现最大的材料均匀性和最小化缺陷:CIP提供卓越的密度一致性,从而在烧结后获得更高质量的最终产品。
通过了解其施加均匀压力的独特能力,您可以将CIP作为制造先进复杂部件的强大工具。
总结表:
| 特点 | 描述 |
|---|---|
| 工艺 | 利用流体压力从各个方向进行压实 |
| 主要优点 | 密度均匀,能够形成复杂几何形状 |
| 理想用途 | 带有底切、复杂内腔或高长径比的零件 |
| 局限性 | 循环时间较慢,初始尺寸精度低于单轴压制 |
需要生产具有均匀密度的复杂高性能金属零件?
KINTEK专注于先进的粉末冶金解决方案,包括冷等静压设备和耗材。我们的专业知识帮助实验室和制造商实现卓越的材料一致性并高效地形成复杂的几何形状。
立即联系我们的专家,讨论我们的CIP技术如何提升您的研发或生产过程!
图解指南