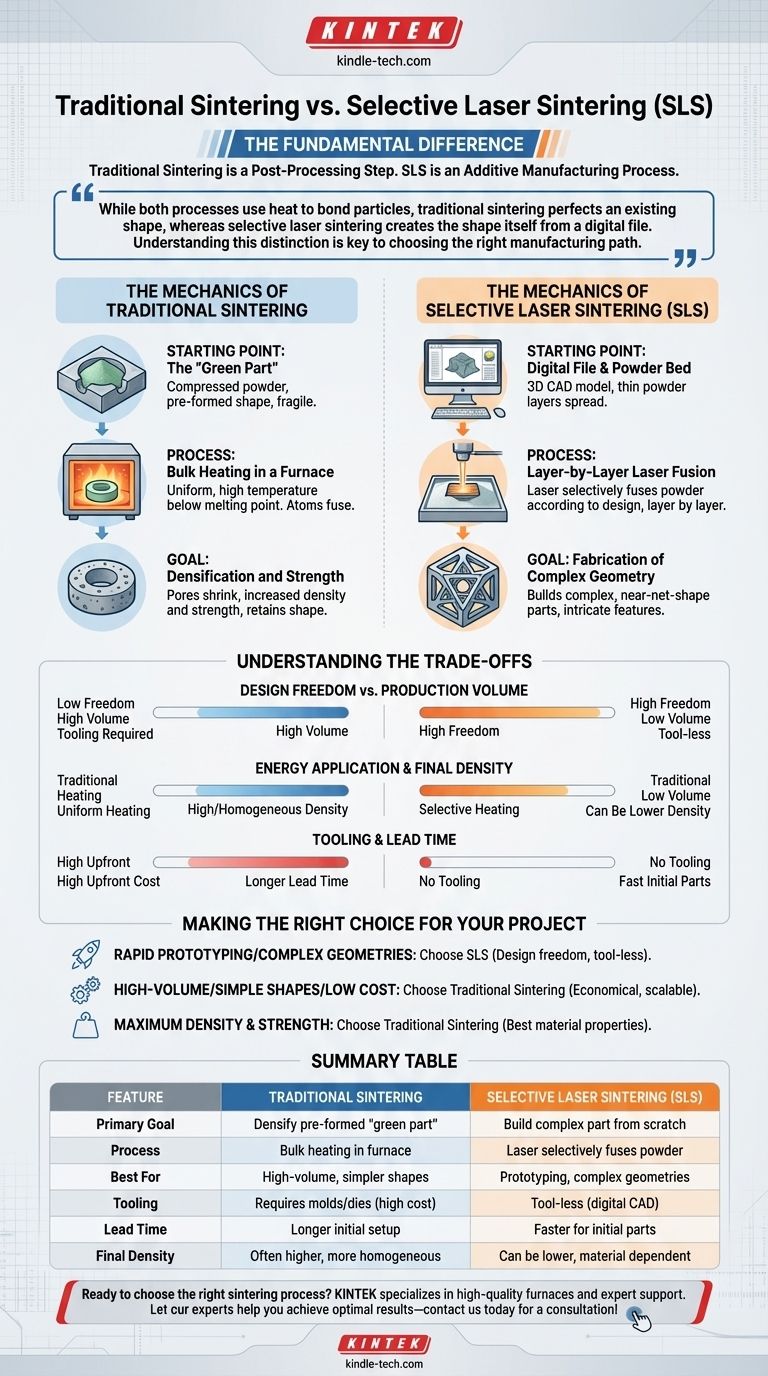
根本区别在于它们的制造方法。传统烧结是一个后处理步骤,通过加热整个预成型物体来增加其密度和强度。相比之下,选择性激光烧结 (SLS) 是一种增材制造工艺,它从头开始构建物体,使用激光将粉末材料逐层熔合在一起。
虽然这两种工艺都使用热量来粘合颗粒,但传统烧结完善了现有形状,而选择性激光烧结则根据数字文件创建形状本身。理解这种区别是选择正确制造路径的关键。
传统烧结的机械原理
传统烧结是粉末冶金、陶瓷和其他材料科学中的基础工艺。它的主要目标不是创建形状,而是将易碎、多孔的物体转变为坚固、耐用的物体。
起点:“生坯件”
该过程始于“生坯件”——使用模具或压模将粉末压缩成所需形状而形成的部件。这个部件足够坚固,可以处理,但缺乏其应用所需的最终强度和密度。
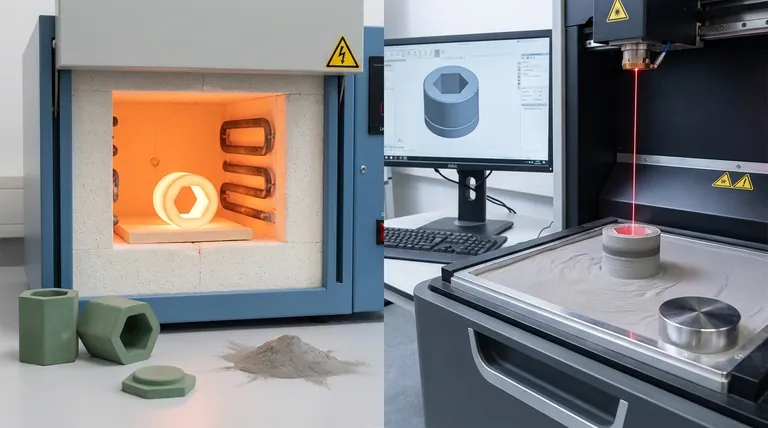
过程:在炉中进行整体加热
将生坯件放入炉中,加热到高温度,通常低于材料的熔点。这种均匀的环境热量使单个粉末颗粒中的原子在边界处扩散,将它们熔合在一起。
目标:致密化和强度
随着颗粒的熔合,它们之间的孔隙和空隙收缩或完全闭合。结果是部件的密度、强度和孔隙率明显高于初始生坯件,同时在很大程度上保留了其原始形状。
选择性激光烧结 (SLS) 的机械原理
选择性激光烧结是一种 3D 打印技术,属于增材制造的范畴。它直接根据数字设计构建零件,无需模具或工具。
起点:数字文件和粉末床
该过程始于 3D CAD 模型和一个装有细小聚合物、金属或陶瓷粉末的机器。辊子或刮刀将一层薄而均匀的粉末铺在构建平台上。
过程:逐层激光熔合
在 CAD 文件的指导下,高功率激光选择性地将零件的横截面扫描到粉末床的表面上。激光的能量将粉末加热到足以在该特定区域熔化或熔合颗粒的程度。然后平台降低,铺上一层新粉末,过程重复。
目标:制造复杂几何形状
SLS 的目标是从头开始构建一个完整、接近净形的零件。由于它是逐层构建的,因此它可以生产出传统模塑和烧结无法实现的极其复杂的几何形状、内部通道和精细特征。
理解权衡
在这两种方法之间进行选择需要清楚地了解它们固有的优点和缺点,这些直接与其不同的机制相关联。
设计自由度与产量
SLS 提供了几乎无限的几何自由度,使其非常适合原型、定制零件和复杂、小批量的生产。传统烧结依赖模具来制造生坯件,更适合简单、可重复形状的大批量制造,因为可以在其中分摊模具成本。
能量施加和最终密度
SLS 的选择性加热对于创建形状非常高效,但与传统方法相比,它有时会导致最终密度较低和材料微观结构不同。传统烧结过程中在炉内进行的均匀、持续的加热通常会产生具有更高密度和更均匀机械性能的零件。
工具和交货时间
SLS 是一种“无工具”工艺,这意味着您可以非常快速地从数字文件转变为物理零件。传统烧结需要在制造生坯件的模具或压模方面投入大量的前期时间和金钱,从而导致初始交货时间较长。
为您的项目做出正确的选择
您的决定应完全取决于您的项目在几何形状、体积和材料性能方面的目标。
- 如果您的主要重点是快速原型制作或复杂、定制的几何形状: 由于其设计自由度和无工具特性,SLS 是更优的选择。
- 如果您的主要重点是以尽可能低的成本大批量生产简单形状: 传统烧结是更经济、更具可扩展性的解决方案。
- 如果您的主要重点是实现尽可能高的材料密度和机械强度: 传统烧结工艺,特别是与压力结合使用时,通常能产生最佳的材料性能。
最终,选择正确的方法意味着将工艺能力与您的特定制造需求保持一致。
摘要表:
| 特性 | 传统烧结 | 选择性激光烧结 (SLS) |
|---|---|---|
| 主要目标 | 增加预成型“生坯件”的密度和强度 | 从头开始构建复杂零件(增材制造) |
| 过程 | 在炉中对整个零件进行整体加热 | 激光逐层选择性地熔合粉末 |
| 最适合 | 简单形状的大批量生产 | 原型制作、定制零件和复杂几何形状 |
| 工具 | 需要模具/压模(前期成本高) | 无工具(使用数字 CAD 文件) |
| 交货时间 | 初始设置时间较长 | 初始零件和原型制作速度更快 |
| 最终零件密度 | 通常更高且更均匀 | 取决于材料和设置,可能较低 |
准备为您的项目选择正确的烧结工艺了吗? 拥有正确的实验室设备对成功至关重要。KINTEK 专注于高品质的传统烧结炉,并为您的所有实验室需求提供专业支持。 让我们专业的团队帮助您实现最佳效果——立即联系我们进行咨询!
图解指南