感应加热的速率不是一个单一的数值;它是一个高度可控的变量,也是该技术的主要优势之一。该速率取决于施加到工件上的功率密度、系统的运行频率以及被加热材料的物理特性。感应加热能够在几秒钟内将钢材的温度提高到其居里点以上。
感应加热的速度是其定义特征。它不是一个固有的常数,而是您可以精确地将多少功率输送到零件特定区域的直接结果,使其成为工业过程中可用的最快加热方法之一。
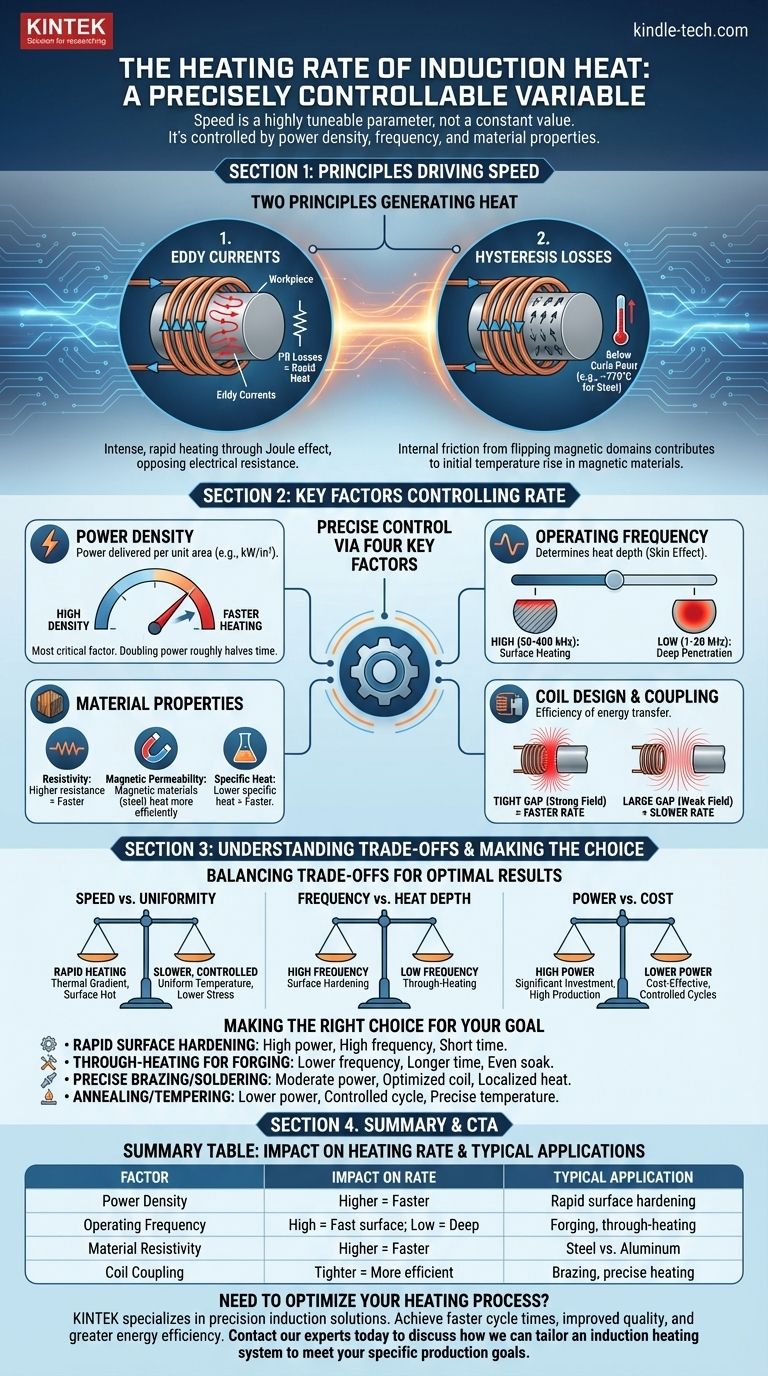
驱动感应速度的原理
要了解控制加热速率的因素,我们必须首先了解感应是如何产生热量的。当导电材料置于强交变磁场中时,它依赖于两个基本物理原理。
涡流
热量的主要来源是涡流。感应线圈产生的交变磁场在工件内部感应出这些强大的局部电流。材料的天然电阻会阻碍这些电流的流动,从而通过焦耳效应(I²R 损耗)产生剧烈、快速的加热。
磁滞损耗
对于铁和钢等磁性材料,会发生次要的加热效应。交变磁场会快速翻转材料内部的磁畴。这种称为磁滞损耗的内部摩擦,在材料的居里温度(钢约为 770°C)以下产生额外的热量,有助于初始的快速升温。

控制加热速率的关键因素
您可以通过控制几个关键的系统参数来精确控制加热速率。您工艺的“配方”取决于平衡以下因素。
功率密度
这是最关键的因素。功率密度指的是施加到单位表面积上的感应电源功率(例如,每平方英寸的千瓦)。更高的功率密度会带来更快的加热速率。将施加到相同区域的功率增加一倍,达到目标温度所需的时间大约会减半。
工作频率
交流电的频率决定了涡流渗透到材料中的深度,这种现象被称为集肤效应。
- 高频率(50 kHz - 400 kHz):电流在表面的一薄层中流动,导致极快的表面加热。这非常适合表面淬火。
- 低频率(1 kHz - 20 kHz):电流更深入地渗透到零件中,这对于锻造或成型的大块金属的整体加热是必需的。
材料特性
工件材料本身起着至关重要的作用。
- 电阻率:电阻率越高的材料加热得越快,因为它们在相同感应电流下产生的热量更多。
- 磁导率:由于磁滞效应的额外作用,钢等磁性材料的加热效率远高于铜或铝等非磁性材料。
- 比热容:这是提高材料温度所需的能量量。比热容越低的材料,在相同的功率输入下升温越快。
线圈设计和耦合
感应线圈充当将能量传递给零件的“施加器”。耦合效率——线圈与工件的接近程度——至关重要。线圈与零件之间的小间隙可确保强大的磁场和高效的能量传输,从而实现更快的加热速率。
理解权衡
虽然速度是一个主要优点,但实现最佳加热速率需要平衡相互竞争的因素。追求尽可能快的速度并非总是最佳解决方案。
速度与温度均匀性
极快地加热零件可能会产生显著的热梯度,导致表面比核心温度高得多。对于淬火或回火等工艺,需要使用较低频率进行更慢、更受控的加热速率,以确保均匀的温度分布并防止内部应力或开裂。
频率与热深度
频率的选择是直接的权衡。如果您需要加热厚棒材的整个横截面,那么只加热表面的高频率将是无效的。您必须选择一个频率,使热量能够渗透到您特定应用所需的深度。
功率与成本
能够提供高功率以实现快速加热的电源代表着一笔可观的资本投资。所需的加热速率必须由工艺的生产需求来证明,以确保积极的投资回报。
为您的目标做出正确的选择
“正确”的加热速率完全取决于您应用的目标。要确定您的需求,请考虑期望的结果。
- 如果您的主要重点是快速表面淬火:使用高功率密度和高工作频率,在几秒钟内只加热表面层。
- 如果您的主要重点是对大工件进行整体加热以进行锻造:使用较低的频率和较长的加热时间,以使热能均匀地渗透到整个工件中。
- 如果您的主要重点是精确的钎焊或焊接:使用中等功率水平和精心设计的线圈来加热非常特定的接头区域,而不会影响周围的部件。
- 如果您的主要重点是退火或回火:使用较低的功率和受控的循环时间,以达到并保持精确的温度,满足冶金要求。
最终,感应系统中的加热速率是一个精确设计的参数,而不是偶然的结果。
摘要表:
| 因素 | 对加热速率的影响 | 典型应用 |
|---|---|---|
| 功率密度 | 功率越高 = 速率越快 | 快速表面淬火 |
| 工作频率 | 高频率 = 快速表面加热;低频率 = 深度加热 | 锻造、整体加热 |
| 材料电阻率 | 电阻率越高 = 加热越快 | 钢与铝 |
| 线圈耦合 | 间隙越紧密 = 传输效率越高 | 钎焊、精确加热 |
需要优化您的加热工艺?
KINTEK 专注于精密实验室设备和工业加热解决方案。无论您需要快速表面淬火、用于锻造的均匀整体加热,还是用于钎焊的精确温度控制,我们在感应技术方面的专业知识都可以帮助您实现更快的循环时间、提高产品质量和更高的能源效率。
立即联系我们的专家,讨论我们如何根据您的具体生产目标定制感应加热系统。
图解指南