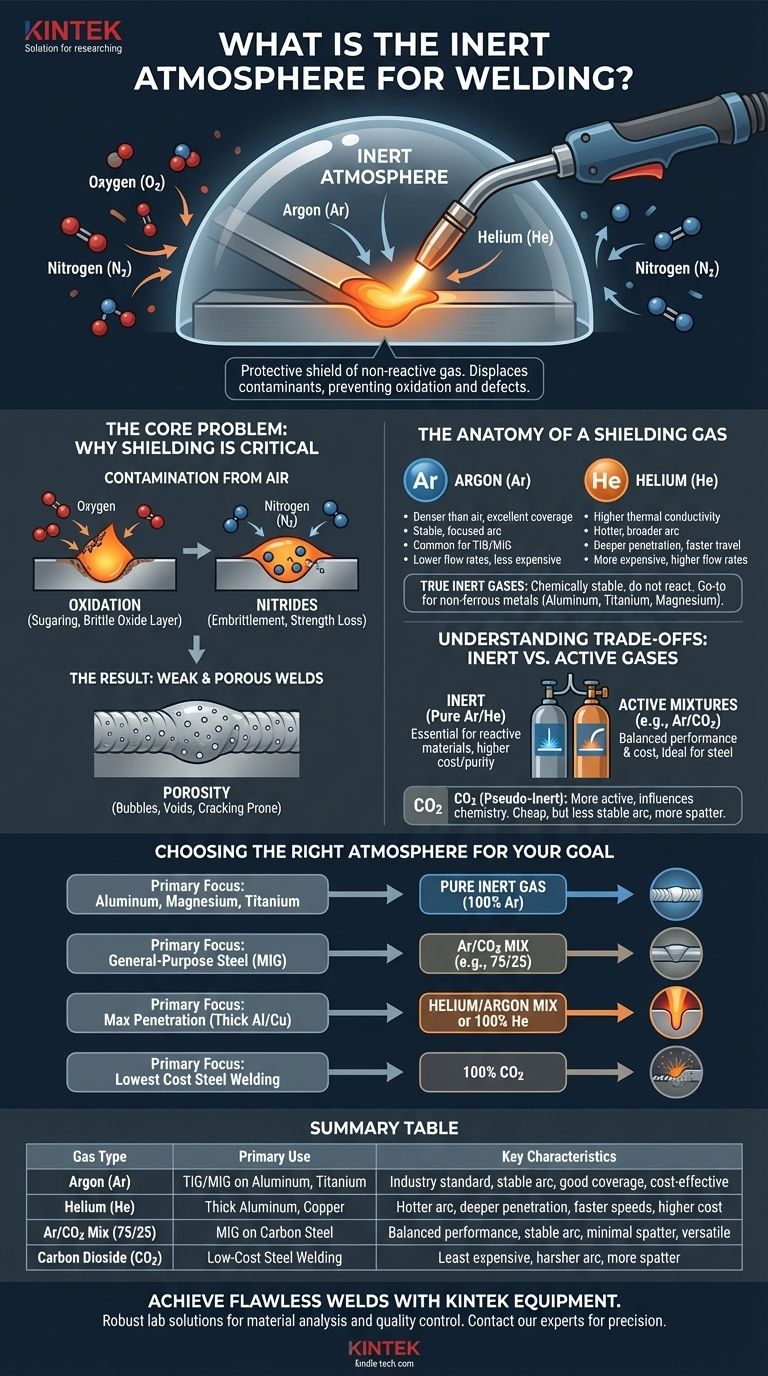
在焊接中,惰性气氛是一种保护性的非反应性气体屏障,围绕着熔融焊池。最常用的惰性气体是氩气和氦气。这种屏障至关重要,因为它能将环境空气中的氧气、氮气和其他污染物排出,否则这些污染物会与熔融金属发生反应,损害焊缝质量。
惰性气氛的核心目的是充当屏障,保护结构脆弱的熔融金属免受大气污染。这种保护是决定焊缝是坚固、清洁还是脆弱、有缺陷的关键因素。
核心问题:为什么屏蔽是不可或缺的
在焊接的极端温度下,熔融金属具有高度反应性。将其暴露在开放空气中(空气中约78%是氮气,21%是氧气)是导致失败的原因。
空气中的污染物
氧气是清洁焊缝的主要敌人,它会导致快速氧化(或不锈钢中的“糖化”),形成脆性、易剥落的氧化层。
氮气也可能溶解到熔融焊池中,特别是在钢中,导致氮化物的形成,并引起脆化和强度显著损失。
结果:脆弱且多孔的焊缝
当这些大气气体被焊缝吸收时,它们通常会在金属冷却和凝固时被困住。
这会在焊道内形成微小的气泡和空隙,这种缺陷被称为气孔。多孔焊缝本质上是脆弱的,充满了应力点,并且在负载下容易开裂。

保护气体的构成
为了防止这些缺陷,焊工使用连续流动的保护气体,在电弧和焊池周围形成局部保护气氛。这些气体分为两大类。
真正的惰性气体:氩气和氦气
惰性气体化学性质稳定,即使在焊接电弧的高温下也不会与其他元素发生反应。
正如您的参考文献所述,氩气 (Ar) 和氦气 (He) 是焊接中使用的两种主要惰性气体。它们是焊接铝、镁和钛等非铁金属的首选,这些金属对污染极其敏感。
氩气:行业标准
氩气比空气重,这意味着它能以较低的流量在焊接区域提供出色的覆盖。它还能促进稳定、集中的电弧,并且比氦气便宜,使其成为TIG和MIG焊接中最常见的惰性保护气体。
氦气:高性能选择
氦气比氩气具有更高的导热性。这会产生更热、更宽的电弧,从而实现更深的熔深和更快的焊接速度,这对于焊接厚截面材料,特别是铝和铜,特别有用。然而,它更昂贵,并且需要更高的流量。
了解权衡:惰性气体与活性气体
虽然纯惰性气体对某些材料至关重要,但它们并非唯一的选择。在许多常见应用中,特别是对于钢材,涉及活性气体的混合物更受欢迎。
“准惰性”气体的作用
您的参考文献提到二氧化碳 (CO2) 是一种“准惰性”气体。在焊接行业中,CO2更常被归类为活性气体。
虽然它不像氧气那样与熔融焊池发生反应,但它会在焊接电弧的高温下发生反应,轻微分解并影响焊缝化学成分。它不适用于铝等高反应性金属。
为什么要混合气体?
对于碳钢焊接,纯氩气可能导致焊道轮廓高而窄。添加少量CO2(例如,75%氩气/25% CO2混合物)可以使焊道轮廓变平,提高熔深,并产生更稳定的电弧,从而获得更好的整体焊缝和更少的飞溅。
成本与纯度方程
纯CO2是最便宜的保护气体,但它产生的电弧不如氩气混合物稳定,飞溅也更多。纯氩气对于非铁金属是必需的,但更昂贵。氩气/CO2混合物在性能和成本之间取得了平衡,非常适合大多数钢材制造。
为您的目标选择合适的气氛
选择正确的保护气体不仅仅是一个技术细节;它是一个决定焊缝质量、外观和成本的基本决策。
- 如果您的主要重点是焊接铝、镁或钛:您必须使用纯惰性气体,其中100%氩气是最常见和有效的选择。
- 如果您的主要重点是通用钢材制造 (MIG):75%氩气和25% CO2的混合物是行业标准,可实现清洁焊缝、稳定电弧和最小飞溅。
- 如果您的主要重点是在厚铝或铜上实现最大熔深:氦气/氩气混合物或纯氦气将提供必要的热输入以获得牢固的焊缝。
- 如果您的主要重点是钢材焊接的最低成本:可以使用100% CO2,但您必须准备好应对更粗糙的电弧和更多的焊后清理工作。
最终,合适的气氛是能够可靠地保护您的焊缝免受特定污染物威胁的气氛。
总结表:
| 气体类型 | 主要用途 | 主要特点 |
|---|---|---|
| 氩气 (Ar) | TIG/MIG 焊接铝、钛 | 行业标准,电弧稳定,覆盖良好,成本效益高 |
| 氦气 (He) | 厚铝、铜 | 电弧更热,熔深更深,速度更快,成本更高 |
| 氩气/CO2 混合气(例如 75/25) | MIG 焊接碳钢 | 性能均衡,电弧稳定,飞溅少,用途广泛 |
| 二氧化碳 (CO2) | 低成本钢材焊接 | 最便宜,电弧更粗糙,飞溅更多 |
使用合适的设备实现完美焊接
正如正确的保护气体对焊缝完整性至关重要一样,使用可靠、高性能的实验室设备对于您的研究和质量控制过程也至关重要。
KINTEK 专注于提供坚固的实验室设备和耗材,以满足现代实验室的严苛需求。无论您是进行材料分析、测试焊缝完整性,还是开发新合金,我们的产品都旨在提供精度和耐用性。
让我们帮助您提升实验室的能力。 立即联系我们的专家,为您的实验室需求寻找完美的解决方案,并确保您的流程像您最好的焊缝一样受到保护和精确。
图解指南