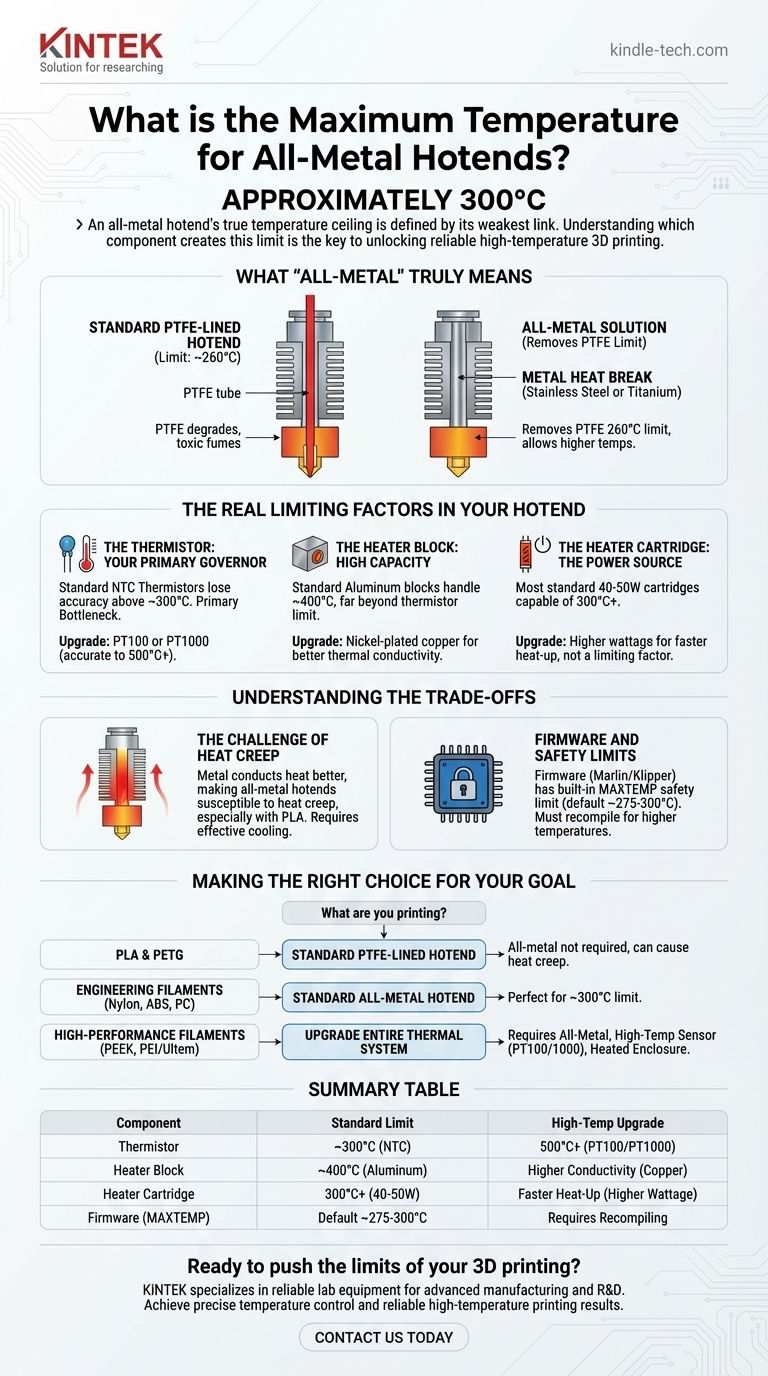
全金属热端的最高温度并非由其金属结构决定,而是受限于其电子元件。对于绝大多数消费级和专业级型号,此限制约为300°C,主要由用于测量温度的热敏电阻类型决定。要超越此范围,需要进行系统性升级,而不仅仅是更换热端。
全金属热端的真正温度上限由其最薄弱的环节决定。了解哪个组件造成了此限制是实现可靠高温3D打印的关键。
“全金属”的真正含义
要理解温度限制,我们首先必须定义什么是“全金属”热端。区别在于一个关键组件。
标准PTFE内衬热端
大多数入门级3D打印机使用的热端中,低摩擦的PTFE(特氟龙)管一直延伸到喷嘴。这种设计成本效益高,非常适用于PLA等低温材料。
关键的弱点是PTFE本身。它在260°C左右开始降解并释放有毒烟雾,为安全操作设置了硬性上限。
全金属解决方案
“全金属”热端用金属管取代了这种内部PTFE内衬,通常是不锈钢或钛,被称为热断。
这一单一变化消除了PTFE的260°C限制,使热端能够安全地达到更高的温度。然而,这也引入了新的限制因素。
热端中真正的限制因素
一旦PTFE内衬被消除,最高温度的限制就转移到了系统中的其他组件。“全金属”框架可以承受极端高温,但其支撑部件却不能。
热敏电阻:您的主要控制器
热敏电阻是向打印机主板报告温度的传感器。它几乎总是真正的瓶颈。
大多数打印机中常见的标准NTC热敏电阻在285-300°C以上会失去精度并有失效风险。要在此范围以上进行打印,您必须升级到不同类型的传感器,例如PT100或PT1000,它们可以精确测量高达500°C的温度,但可能需要专用的放大器板。
加热块:高容量
加热块是围绕喷嘴的金属件,用于容纳加热筒和热敏电阻。标准加热块是铝制的,在高达400°C的温度下工作良好,远超热敏电阻的极限。
由镀镍铜制成的升级加热块提供更好的导热性,以实现更稳定的温度,但本身并不能提高系统的最高温度限制。
加热筒:电源
加热筒提供熔化耗材的能量。大多数标准40W或50W加热筒都能够达到远超300°C的温度。虽然更高瓦数的加热筒可以更快加热,但它们很少是最高温度的限制因素。
理解权衡
升级到全金属热端并非简单的“越多越好”的决定。它伴随着显著的性能权衡,需要仔细管理。
热蠕变挑战
热断的主要作用是创建一个清晰的热边界,保持“热端”热,“冷端”冷。由于金属比PTFE导热性更好,全金属热端更容易出现热蠕变问题。
当热量沿耗材路径向上蔓延过远,在到达熔融区之前使其软化时,就会发生热蠕变。这会导致令人沮丧的堵塞和卡料,尤其是在使用PLA等低温材料时。对于全金属热端,有效的部件冷却变得更为关键。
固件和安全限制
您的打印机固件(如Marlin或Klipper)具有内置的安全限制,通常标记为MAXTEMP。这是一个硬编码值,如果热敏电阻报告的温度超过该值,打印机将关闭。
仅仅更换热端并不能改变此固件限制。您必须重新编译并刷写新的固件才能启用超出默认设置的温度,但这仅在您确认所有硬件组件都能支持后才能进行。
为您的目标做出正确选择
选择热端完全取决于您打算打印的材料。请以此作为您的指南。
- 如果您的主要重点是PLA和PETG:不需要全金属热端,如果冷却未优化,它可能会引入热蠕变问题。标准PTFE内衬热端通常更可靠。
- 如果您的主要重点是工程耗材(尼龙、ABS、PC):标准全金属热端是完美选择,因为其典型的300°C限制可以轻松满足这些材料的打印温度。
- 如果您的主要重点是高性能耗材(PEEK、PEI/Ultem):您必须升级整个热系统。这包括全金属热端、高温传感器(PT100/1000)以及用于控制环境空气温度的加热腔。
最终,理解您的热端是一个相互连接的组件系统,将使您能够做出明智的决定并实现您的特定打印目标。
总结表:
| 组件 | 标准限制 | 高温升级 |
|---|---|---|
| 热敏电阻 | ~300°C (NTC) | 500°C+ (PT100/PT1000) |
| 加热块 | ~400°C (铝) | 更高导热性 (铜) |
| 加热筒 | 300°C+ (40-50W) | 更快加热 (更高瓦数) |
| 固件 (MAXTEMP) | 默认 ~275-300°C | 需要重新编译 |
准备好突破3D打印的极限了吗?
无论您是为尼龙和ABS等工程耗材进行优化,还是探索PEEK和PEI/Ultem等高性能材料,合适的实验室设备对于成功至关重要。KINTEK专注于提供可靠的实验室设备和耗材,以支持您的先进制造和研发需求。
立即联系我们,讨论我们的解决方案如何帮助您实现精确的温度控制和可靠的高温打印结果。
图解指南