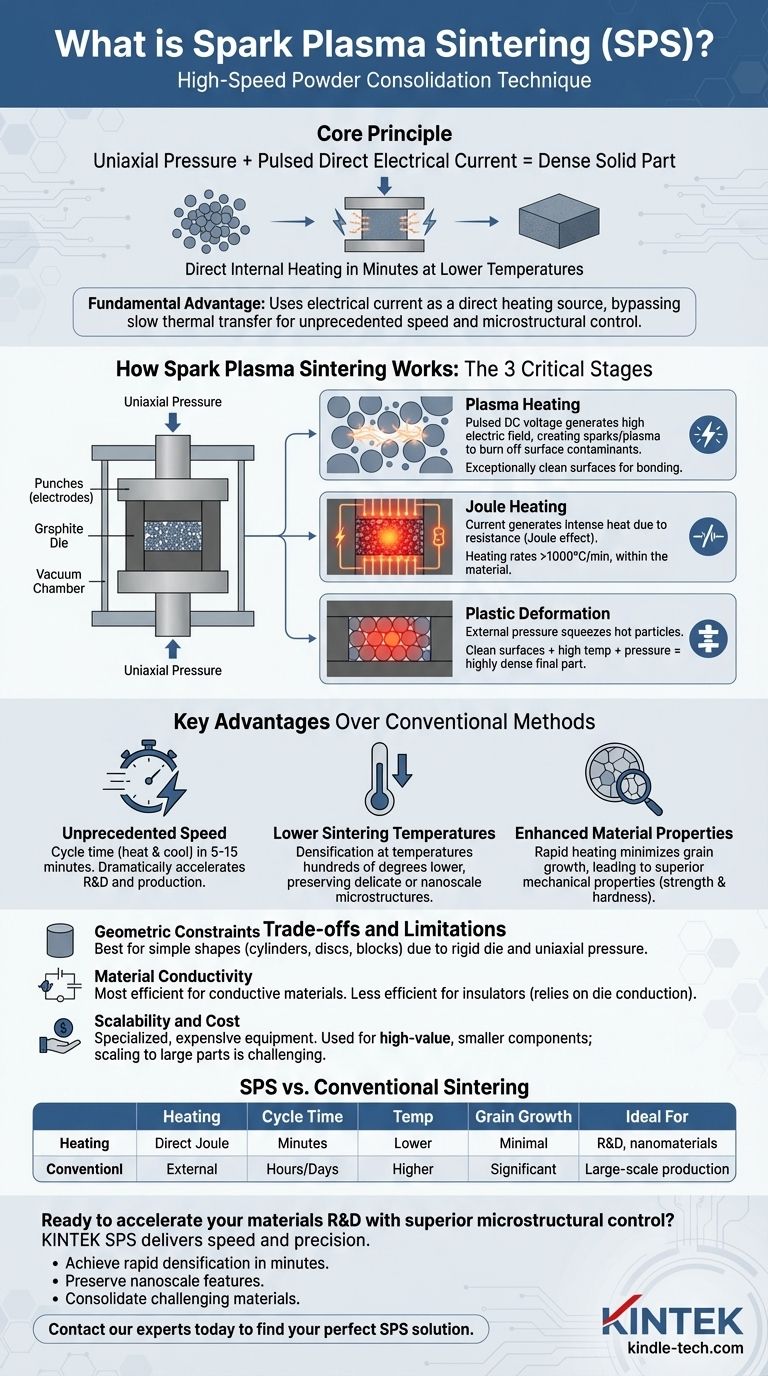
从本质上讲,火花等离子烧结(SPS)是一种高速粉末致密化技术,它利用单轴压力和脉冲直流电流的组合,将松散的粉末转化为致密的固体部件。与从外部缓慢烘烤材料的传统炉子不同,SPS将电流直接通过导电模具和粉末本身,从而实现快速、均匀的内部加热。这种直接的能量施加使得烧结过程仅需几分钟,且温度比传统方法低数百摄氏度。
SPS的基本优势在于它将电流用作直接热源。这避开了传统炉子缓慢、低效的热传递过程,从而在最终材料的微观结构上实现了前所未有的速度和控制。
火花等离子烧结是如何实际工作的
要理解SPS的强大之处,关键在于超越其名称,考察快速连续发生的独特物理过程。该方法依赖于专门的设备以及热力、电力和机械力的独特组合。
核心组件
SPS系统由几个关键部件组成。粉末材料被装入一个导电模具中,该模具通常由石墨制成。然后将此模具放置在两个同时充当电极的压头之间。整个组件安装在真空室内,在施加高功率电源提供脉冲电流的同时,受到来自压机的机械压力。
三个关键阶段
将松散粉末转化为固体部件的过程可以分解为三个重叠的阶段。
-
等离子体加热: 当首次施加脉冲直流电压时,单个粉末颗粒之间的间隙会产生高电场。这可能在这些空隙中产生瞬间的火花或等离子体放电。这种效应对于烧除粉末颗粒表面的污染物和氧化物至关重要,从而形成非常洁净、准备好键合的表面。
-
焦耳加热: 当电流流过导电石墨模具和粉末压块时,由于电阻会产生强烈的热量。这种被称为焦耳加热的现象是该过程中热能的主要来源。由于热量是在材料内部产生的,因此加热速率可以非常高——有时超过每分钟1000°C。
-
塑性变形: 在粉末快速加热的同时,外部单轴压力持续施加。这种机械力将已经受热并软化的颗粒挤压在一起。洁净的颗粒表面、高温和巨大压力的结合迫使材料致密化,消除颗粒间的孔隙空间,最终形成高度致密的部件。

与传统方法的关键优势
SPS的独特机制与热压或炉内烧结等传统烧结技术相比,具有几个显著优势。
前所未有的速度
最显著的优势是速度。虽然传统烧结可能需要数小时,但整个SPS循环——从加热到冷却——可以在短短5到15分钟内完成。这极大地加速了研发和生产周期。
更低的烧结温度
由于电效应有助于激活颗粒表面,因此可以在更低的总体温度下实现致密化。通常可以在材料正常要求温度以下数百度的温度下进行烧结,这对于保持精细或纳米级的微观结构至关重要。
增强的材料性能
快速加热和高温下的短时间处理,最大限度地减少了晶粒生长等不良影响。保持材料中的晶粒细小且均匀,通常能带来更优异的机械性能,例如最终产品强度的增加和硬度的提高。
理解权衡和局限性
尽管SPS功能强大,但它并非万能的解决方案。其独特的操作原理引入了必须理解的具体限制。
几何形状限制
使用刚性模具和单轴(单向)压力意味着SPS主要适用于生产简单形状。圆柱体、圆盘和矩形块很常见,但使用标准设置无法制造复杂的、三维的部件。
材料导电性
当材料本身具有一定的导电性时,该过程效率最高,从而可以直接对粉末进行焦耳加热。虽然许多陶瓷等绝缘材料仍然可以烧结,但该过程完全依赖于来自热石墨模具的热传导,因此效率不如导电材料。
可扩展性和成本
SPS设备高度专业化,通常比传统炉子更昂贵。该过程通常用于生产较小、高价值的部件,而不是大规模批量生产的部件。扩展到非常大的尺寸会带来重大的技术挑战。
根据目标做出正确选择
选择烧结方法完全取决于您项目的具体目标、材料和期望的结果。
- 如果您的主要重点是快速材料发现和研发: SPS是理想的选择,因为它具有极快的循环时间,可以快速迭代。
- 如果您的主要重点是保护纳米结构或细晶粒微观结构: SPS的低温烧结和短处理时间对于防止晶粒生长至关重要。
- 如果您的主要重点是致密化难以烧结的材料: SPS中压力、热量和电表面激活的组合可以致密化用其他方法无法成功致密化的先进复合材料和合金。
最终,火花等离子烧结通过直接、高效地应用电能,提供了对材料微观结构的无与伦比的控制。
摘要表:
| 方面 | 火花等离子烧结 (SPS) | 传统烧结 |
|---|---|---|
| 加热机制 | 直接焦耳加热和等离子体放电 | 外部辐射加热 |
| 循环时间 | 分钟(典型为5-15分钟) | 数小时到数天 |
| 烧结温度 | 较低(低数百摄氏度) | 较高 |
| 晶粒生长 | 由于处理时间短而最小化 | 显著 |
| 最适合 | 研发、纳米材料、难烧结材料 | 大规模生产、简单材料 |
准备好通过卓越的微观结构控制来加速您的材料研发了吗?
KINTEK的火花等离子烧结技术为您实验室的先进材料开发提供所需的速度和精度。我们的SPS系统使您能够:
- 在几分钟而不是几小时内实现快速致密化。
- 通过低温处理保护纳米级特征。
- 致密化具有挑战性的材料,如先进复合材料和合金。
作为您的实验室设备合作伙伴,KINTEK专注于提供推动创新的工具。让我们帮助您释放材料的全部潜力。
立即联系我们的专家,为您的实验室的独特挑战找到完美的SPS解决方案。
图解指南