预热最重要的部分并非仅仅达到某个特定温度,而是在焊接完成后减缓整个焊接区域的冷却速率。虽然目标温度是必要的,但最终目标是减少导致开裂和脆性的热冲击,确保最终焊缝坚固且具有延展性。
预热本质上是一个热控制过程。其主要目的是通过最大限度地减少熔融焊池与周围母材之间的温差,防止脆性微观结构的形成并降低残余应力。
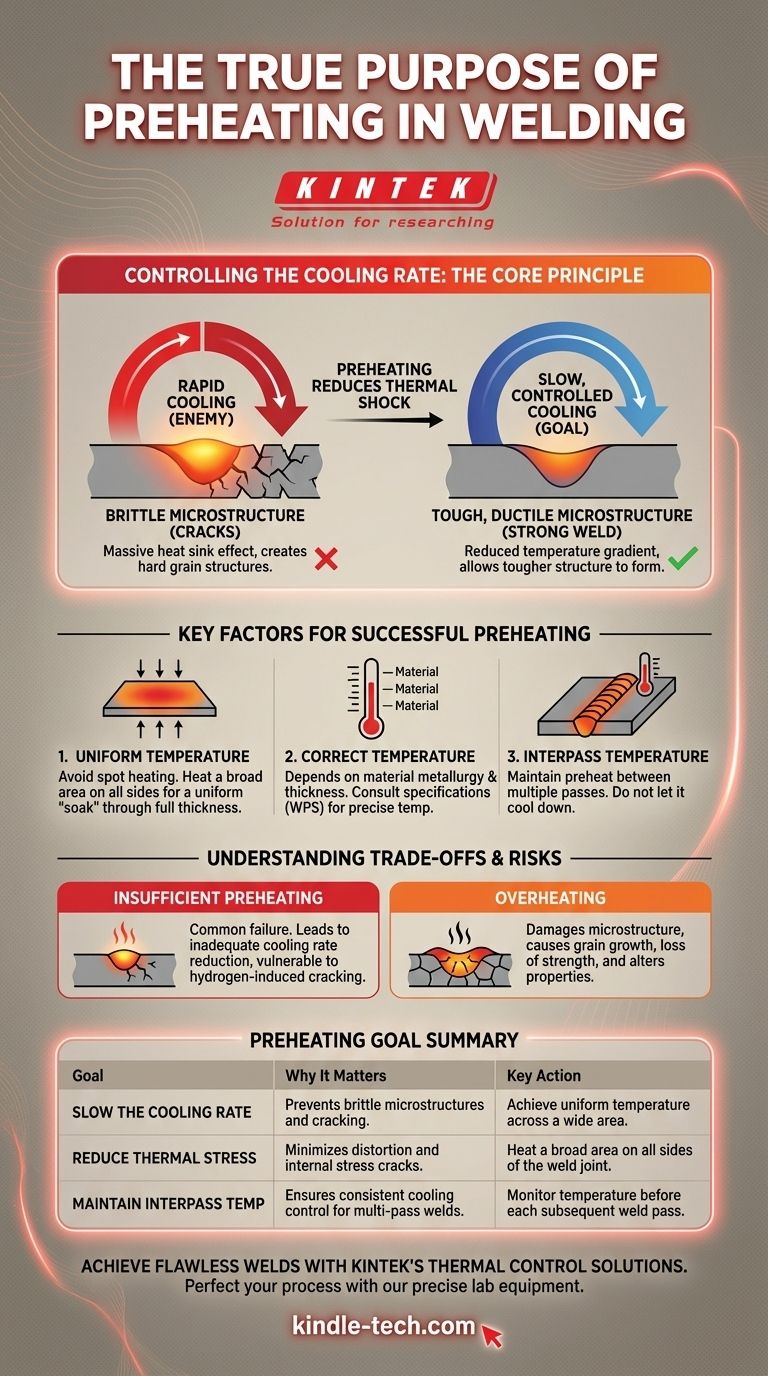
核心原理:控制冷却速率
某些材料焊接的成功与否,往往取决于其冷却的速度。预热是您控制此速度的主要工具。
为什么快速冷却是敌人
当您焊接时,会产生一个比周围母材热数千度的熔融金属区域。
如果周围的金属是冷的,它就像一个巨大的散热器,以极高的速度将热量从焊缝中带走。这种快速冷却,或称淬火,会形成坚硬且脆的晶粒结构(如碳钢中的马氏体),极易开裂。
预热如何减缓冷却速度
通过在开始焊接之前加热母材,您可以显著减小焊池与母材之间的温差。
这种较小的温度梯度意味着热量散失得更慢。缓慢、受控的冷却过程允许形成更坚韧、更具延展性的微观结构,从而大大降低焊后开裂的风险。
减少热应力和变形
预热还有助于管理机械力。在大面积加热会导致母材在焊接开始前膨胀。
当焊缝和预热区一起冷却时,它们会更均匀地收缩。这最大限度地减少了由不均匀收缩引起的内部应力,而不均匀收缩是变形和应力相关裂纹的主要原因。

成功预热的关键因素
要实现所需的慢速冷却速率,不仅仅是简单地将焊枪指向金属。请关注以下关键因素。
实现均匀温度
最常见的错误是点加热——只加热直接的焊缝接头。这效率低下,甚至会增加应力。
您必须加热焊缝接头两侧的广阔区域。目标是均匀的“浸透”,即热量穿透材料的整个厚度。对于小零件,烤箱是理想选择。对于大型制造件,使用大型加热炬以恒定、扫动的动作,以避免产生热点。
确定正确的温度
所需的预热温度并非单一数值;它完全取决于材料的金相和厚度。
钢的碳含量、合金类型和零件厚度等因素决定了所需的温度。对于一块铸铁,120°C (250°F) 的预热可能就足够了,而对于厚截面的高强度合金钢,可能需要超过 250°C (500°F)。务必查阅材料规格或焊接工艺规范 (WPS)。
保持层间温度
对于需要多道焊的焊缝,必须保持预热温度。这被称为层间温度。
让零件在焊道之间冷却会使预热的整个目的失效。在铺设每个后续焊道之前,您必须检查温度,以确保在整个过程中冷却速率保持缓慢和受控。
了解权衡和风险
虽然预热至关重要,但必须正确进行。不当应用会带来自身的一系列问题。
预热不足的危险
这是最常见的故障。加热不足或加热区域过小将无法充分减缓冷却速率以防止开裂。它会给人一种虚假的安全感,同时使焊缝容易失效,特别是氢致开裂。
过热的问题
并非越多越好。超过给定材料的推荐预热温度可能会损坏其微观结构,导致强度或韧性损失。过热可能导致晶粒过度生长或改变先前热处理赋予的性能。
如何将其应用于您的焊接
专注于预热的根本目标,以指导您的行动。
- 如果您的主要目标是防止铸铁或高碳钢开裂: 专注于实现缓慢、均匀的冷却。这可能涉及在焊接后用隔热毯包裹零件,以进一步减缓冷却。
- 如果您的主要目标是焊接厚材料截面: 确保热量已完全“浸透”零件的整个厚度,以减少接头深处导致开裂的内部应力。
- 如果您的主要目标是最大限度地减少大型组件的变形: 优先加热接头周围的宽广、均匀区域,以平衡热膨胀和随后的收缩。
通过理解预热是关于控制冷却速率,您将从简单地遵循规则转变为掌握焊接过程。
总结表:
| 关键预热目标 | 重要性 | 关键行动 |
|---|---|---|
| 减缓冷却速率 | 防止脆性微观结构和开裂。 | 在广阔区域实现均匀温度。 |
| 减少热应力 | 最大限度地减少变形和内部应力裂纹。 | 加热焊缝接头两侧的广阔区域。 |
| 保持层间温度 | 确保多道焊的冷却控制一致。 | 在每次后续焊道前监测温度。 |
使用 KINTEK 的热控制解决方案实现完美焊接
完善您的预热过程对于坚固、无裂纹的焊缝至关重要。在 KINTEK,我们专注于提供精确、可靠的实验室设备和耗材,以支持材料测试和制备等关键热过程。
无论您是开发新的焊接工艺还是确保材料完整性,我们的工具都能帮助您保持成功所需的精确温度。
立即联系我们的专家,讨论 KINTEK 的解决方案如何增强您的焊接和材料测试工作流程。
图解指南