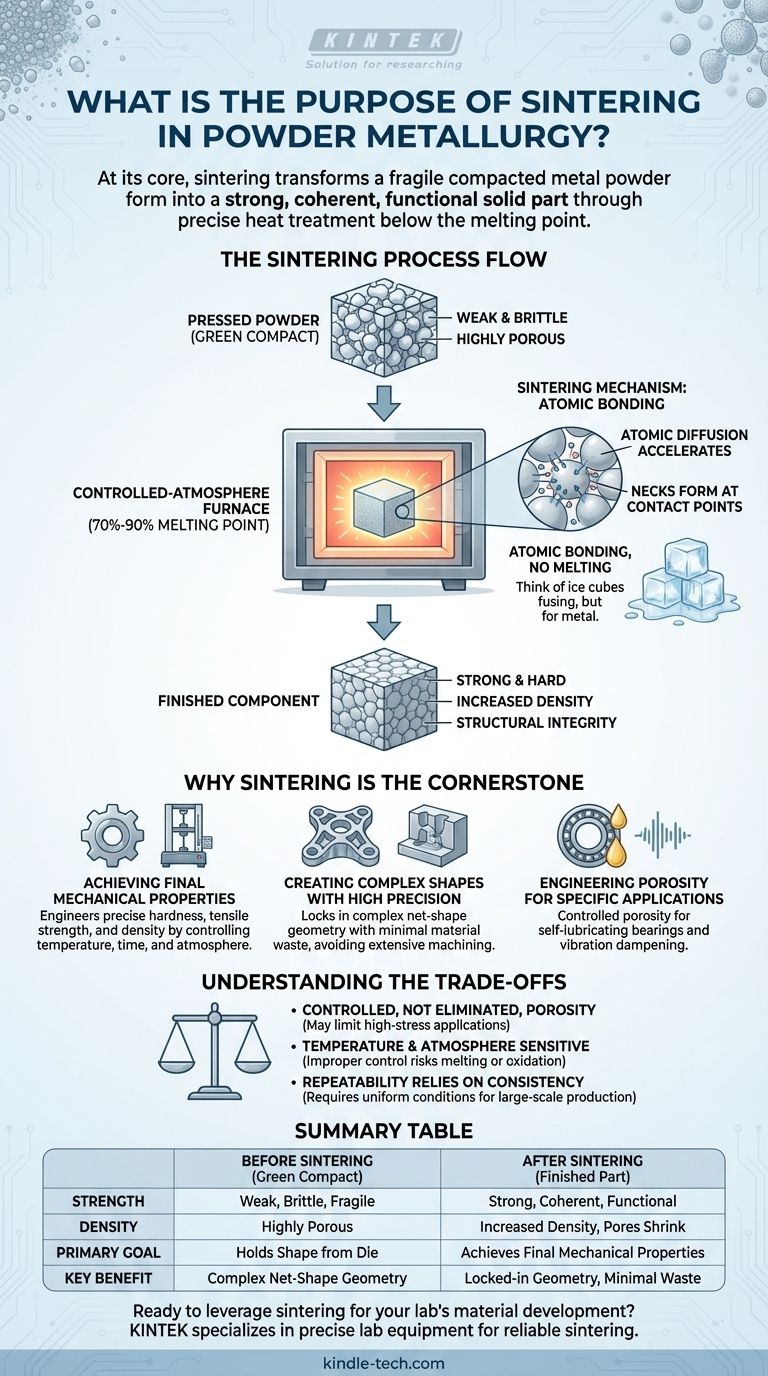
从根本上说,烧结的目的是将压实的、易碎的金属粉末形态转变为坚固、连贯且功能性的实体零件。这是通过在材料熔点以下进行的精确热处理过程实现的,该过程使单个粉末颗粒粘合在一起并致密化。
烧结是粉末冶金中赋予组件强度、硬度和最终机械性能的关键步骤。它不是熔化金属,而是利用热量将颗粒熔合在一起,将松散的“生坯”变成成品、工程化的产品。
从压制粉末到固体组件
烧结是成形粉末与可用金属零件之间的桥梁。理解这种转变需要考察该过程前后的材料状态。
“生坯”:起点
金属粉末被压入模具后,所得形状称为生坯。该零件具有所需的几何形状,但机械强度低且易碎,仅由颗粒的相互锁定保持在一起。
它具有很高的孔隙率,缺乏任何功能应用所需的强度和完整性。
烧结机理:无熔化的原子键合
然后将生坯在受控气氛的炉中加热到通常在金属熔点的 70% 到 90% 之间的温度。
在该高温下,原子扩散急剧加速。原子在相邻颗粒的边界处迁移,导致接触点生长成坚固的“颈”。
想象一下玻璃杯中两块冰块。即使在冰点以下,它们也会在接触点处缓慢融合。烧结对金属颗粒实现了类似的效果,但速度更快、更彻底。
结果:强度、密度和完整性
随着颗粒键合和熔合,它们之间的空隙或孔隙收缩,增加了零件的密度。这种原子键合过程赋予了组件最终的强度、硬度和结构完整性。
零件从烧结炉中取出时已成为一个坚固的金属组件,可供使用或进行二次精加工操作。

为什么烧结是粉末冶金的基石
烧结不仅仅是一个加热步骤;它是释放粉末冶金方法独特优势的过程。没有它,你只是一块易碎的压实粉末砖。
实现最终机械性能
烧结的主要目标是开发所需的物理和机械性能。通过仔细控制温度、时间和炉内气氛,制造商可以精确地设计零件的最终硬度、拉伸强度和密度。
以高精度制造复杂形状
粉末冶金擅长直接从模具中生产复杂的外部和内部形状。烧结锁定了这种几何形状,以最少的材料浪费固化了近净形零件。
这避免了与传统减材制造方法相关的广泛加工和材料损失。
针对特定应用设计孔隙率
虽然烧结会减少孔隙率,但它并不总是消除孔隙率。这可能是一个显著的优势。残留的相互连通的孔隙可以注满油,以制造自润滑轴承。
烧结零件固有的孔隙率还赋予了它们出色的减振特性,这对许多机械系统都是有利的。
了解权衡
尽管烧结过程功能强大,但它具有固有的特性,既带来了优势也带来了局限性。
受控的孔隙率,而非消除的孔隙率
大多数烧结零件中的残余孔隙意味着它们可能无法达到与完全致密的锻造或铸造组件相同的最大强度或延展性。这使得它们不适合某些高应力结构应用。
温度和气氛至关重要
烧结过程非常敏感。不正确的温度控制可能导致粘合不完全,或者在最坏的情况下导致熔化和变形。
此外,必须严格控制炉内气氛,以防止氧化,氧化会阻碍适当的粘合并破坏组件的性能。
可重复性依赖于一致性
烧结在规模化生产中取得成功,取决于粉末、压实压力和炉内条件的极端一致性。任何偏差都可能导致最终零件尺寸和机械性能的变化。
为您的目标做出正确的选择
烧结是赋予粉末冶金价值的基本过程。您的具体目标决定了烧结的哪个方面最关键。
- 如果您的主要重点是复杂的近净形零件:烧结是固化复杂设计、实现高精度和最小材料浪费的关键。
- 如果您的主要重点是具有成本效益的大规模生产:与铸造相比,该过程能够以较低的能耗实现大批量的可重复性,因为金属从未完全熔化。
- 如果您的主要重点是独特的材料性能:烧结能够为自润滑和减振等应用制造具有受控孔隙率的零件。
最终,烧结是使精确成形的粉末转化为高性能工程组件的冶金引擎。
摘要表:
| 方面 | 烧结前(生坯) | 烧结后(成品) |
|---|---|---|
| 强度 | 弱、脆、易碎 | 坚固、连贯、功能性 |
| 密度 | 孔隙率高 | 密度增加,孔隙收缩 |
| 主要目标 | 保持模具形状 | 实现最终机械性能 |
| 关键优势 | 复杂的近净形几何形状 | 锁定的几何形状,材料浪费最少 |
准备好利用烧结技术来发展您实验室的材料了吗? KINTEK 专注于提供可靠烧结过程所需的精确实验室设备和耗材。无论您是研究新材料还是生产高性能组件,我们的解决方案都能确保结果一致。立即联系我们的专家,讨论我们如何支持您实验室的粉末冶金和烧结需求。
图解指南