对于铝钎焊,您必须使用专门的铝硅(Al-Si)钎焊条,通常指定为4047或类似的合金。这些焊条的熔点低于您要连接的基体铝。至关重要的是,成功的钎焊还需要一种特定的焊剂,用于化学去除顽固的氧化铝层,这是形成牢固连接的主要障碍。
连接铝的挑战不在于金属本身,而在于其表面不可见、高熔点的氧化铝层。因此,您的成功更多地取决于使用正确的焊剂和保持精确的温度控制来管理这个氧化层,而不是特定的焊条品牌。
为什么铝钎焊是一个独特的挑战
为了有效地连接铝,您必须首先了解您要解决的核心问题。这不仅仅是将填充焊条熔化到接头中那么简单。
问题:氧化层
每一块铝都受到一层薄而坚硬、透明的氧化铝层的保护。
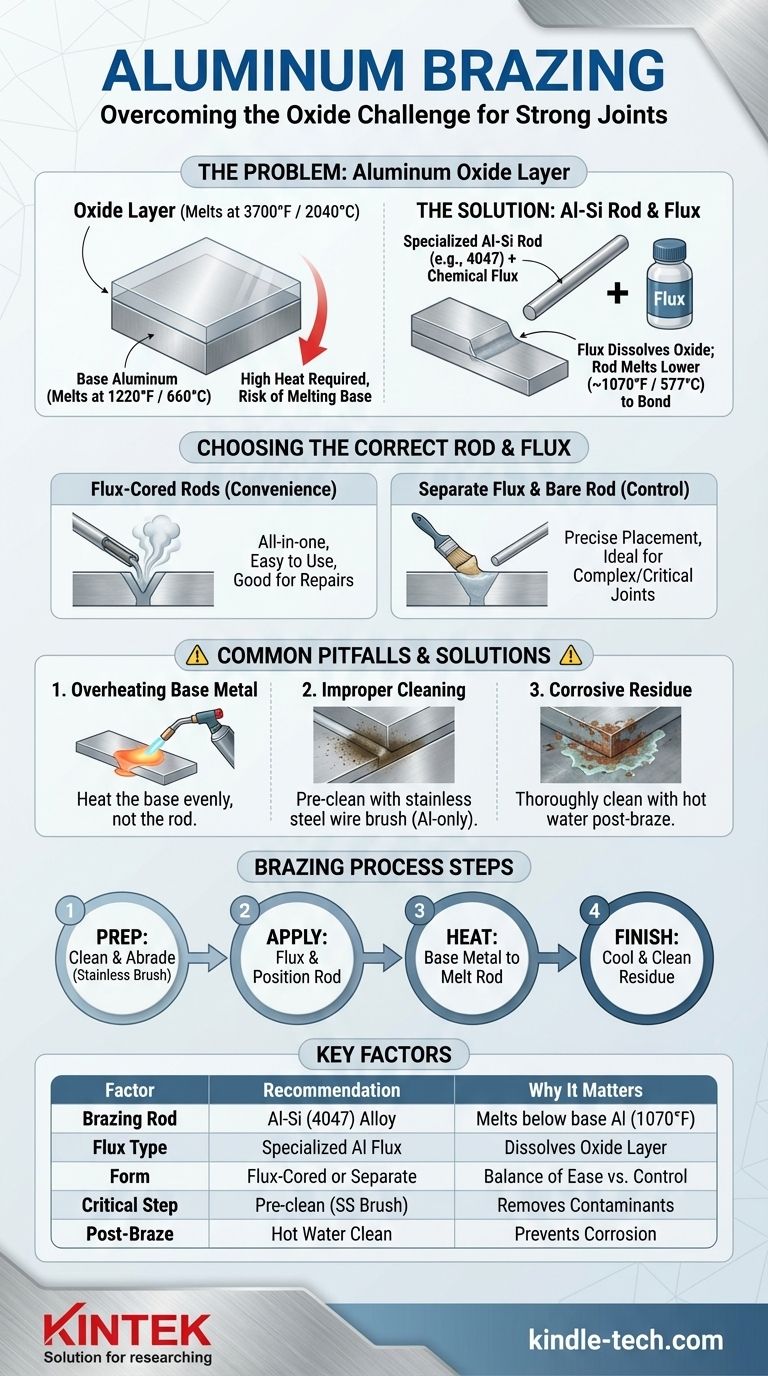
这层氧化物是铝具有良好耐腐蚀性的原因,但它是任何连接过程的主要敌人。它在约3700°F(2040°C)时熔化,而其下方的铝仅在1220°F(660°C)时熔化。
如果您尝试加热接头以熔化标准填充焊条,您将在突破氧化层之前很久就将基体铝熔化成一滩。
解决方案:焊剂和低温填充焊条
解决方案是一个两部分系统:专用填充焊条和活性化学焊剂。
焊剂是一种化学剂,设计用于在加热时侵蚀并溶解氧化铝层。铝硅填充焊条设计用于在略低于基体铝的温度下熔化,一旦焊剂清除路径,它就可以流入接头。

选择正确的焊条和焊剂
虽然工艺是关键,但选择正确的材料是必要的首要步骤。您的选择通常归结为便利性与控制性。
标准选择:铝硅(Al-Si)焊条
铝钎焊的行业标准是铝和硅的合金,最常见的是4047 (Al-Si12)。
高硅含量赋予这种合金两个关键特性:
- 较低的熔点:它在大约1070°F(577°C)时变为液态,远低于常见铝合金的熔点。
- 优异的流动性(润湿性):一旦熔化,它很容易通过毛细作用流入紧密的接头。
药芯焊条与单独焊剂
您可以以两种主要形式购买这些材料。
药芯焊条将焊剂粉末包含在焊条本身内部。当您加热焊条时,它会将焊剂直接释放到接头中。这非常方便,非常适合初学者。
单独焊剂涉及在加热前将焊剂膏或粉末涂抹到接头上,然后引入裸钎焊条。这种方法可以更好地控制焊剂的放置,通常适用于复杂或关键的接头。
了解权衡和常见陷阱
铝在失效前几乎没有警告。它不像钢那样在熔化前发红光;它只是简单地变成液态。这种不容出错的特性导致了常见的错误。
陷阱1:基体金属过热
这是最常见的故障。操作员对工件施加过多的直接热量,试图熔化焊条。
正确的技巧是均匀加热接头周围的基体金属,直到它足够热以在接触时熔化焊条。焊枪应该加热部件,而不是焊条。
陷阱2:清洁不当
焊剂的作用有限。在开始之前必须对表面进行机械清洁。
在涂抹焊剂和加热之前,立即使用不锈钢丝刷(仅用于铝的刷子)擦洗接头区域。这可以去除表面污染物和部分厚氧化层,使焊剂更有效地发挥作用。
陷阱3:忘记钎焊后清理
大多数铝钎焊焊剂都具有腐蚀性。如果留在接头上,它们会吸收水分并随着时间的推移腐蚀铝。
部件冷却后,您必须用热水和硬刷彻底清洁接头,以去除所有残留焊剂。
根据您的目标做出正确选择
您的项目具体需求将指导您的材料和工艺选择。
- 如果您的主要重点是简单、快速的维修:选择高质量的药芯铝硅(4047型)焊条。它的一体化特性大大简化了过程。
- 如果您的主要重点是连接薄壁管或薄板:使用单独的焊剂和裸焊条以更好地控制热量,并专注于广泛而均匀地加热接头,以防止烧穿薄材料。
- 如果您的主要重点是最大强度或结构部件:重新评估钎焊是否是正确的工艺。TIG焊接通过熔化和融合母材,比钎焊产生更坚固的接头。
最终,铝钎焊的成功是通过精细和对材料的理解来实现的,而不是通过压倒性的热量或蛮力。
总结表:
| 关键因素 | 建议 | 重要性 |
|---|---|---|
| 钎焊条 | 铝硅(Al-Si)合金,例如4047 | 熔点约为1070°F,低于基体铝的熔点 |
| 焊剂类型 | 专用铝钎焊焊剂 | 溶解坚韧的氧化铝层以实现适当的粘合 |
| 形式 | 药芯焊条(易用性)或单独焊剂+裸焊条(控制性) | 根据项目复杂性和经验水平选择 |
| 关键步骤 | 用不锈钢刷(仅用于铝)预清洁 | 去除污染物并提高焊剂效率 |
| 钎焊后 | 用热水彻底清洁以去除腐蚀性焊剂 | 防止长期腐蚀并确保接头完整性 |
使用正确的设备和专业知识,实现完美的铝接头。
钎焊铝需要精确和正确的材料来克服其具有挑战性的氧化层。在KINTEK,我们专注于提供高质量的实验室设备和耗材,以满足您的特定连接和制造需求。无论您是从事研发、原型制作还是生产,我们的专家都可以帮助您选择理想的钎焊条、焊剂和加热工具,以获得一致、坚固的结果。
让KINTEK增强您实验室的能力。 立即联系我们的技术团队,讨论您的铝钎焊要求,并了解我们的解决方案如何提升您的工作流程并确保项目成功。
图解指南
相关产品
- 用于工业应用的工程先进氧化铝陶瓷绝缘棒 Al2O3
- 精密加工氧化钇稳定氧化锆陶瓷棒,用于工程先进精细陶瓷
- 用于高温应用的氮化硼(BN)陶瓷棒
- 定制PTFE特氟龙网筛制造商,用于PTFE网筛F4筛分器
- 实验室和半导体加工用定制PTFE晶圆夹具
















