单一熔化温度的概念是先进制造中的一个误解。虽然像冰这样的纯材料具有固定的熔点,但您所询问的 600°C 是指金属注射成型 (MIM) 或 3D 打印等复杂工艺中的特定步骤。这个温度是用于脱脂——烧掉牺牲性聚合物粘合剂——而不是熔化实际的金属,后者在更高的温度下发生。
关键在于,现代制造工艺使用一系列精确控制的温度。混淆脱脂温度和熔点可能导致灾难性故障,因为一个工艺旨在创建多孔结构,而另一个工艺旨在创建完全致密的固体物体。
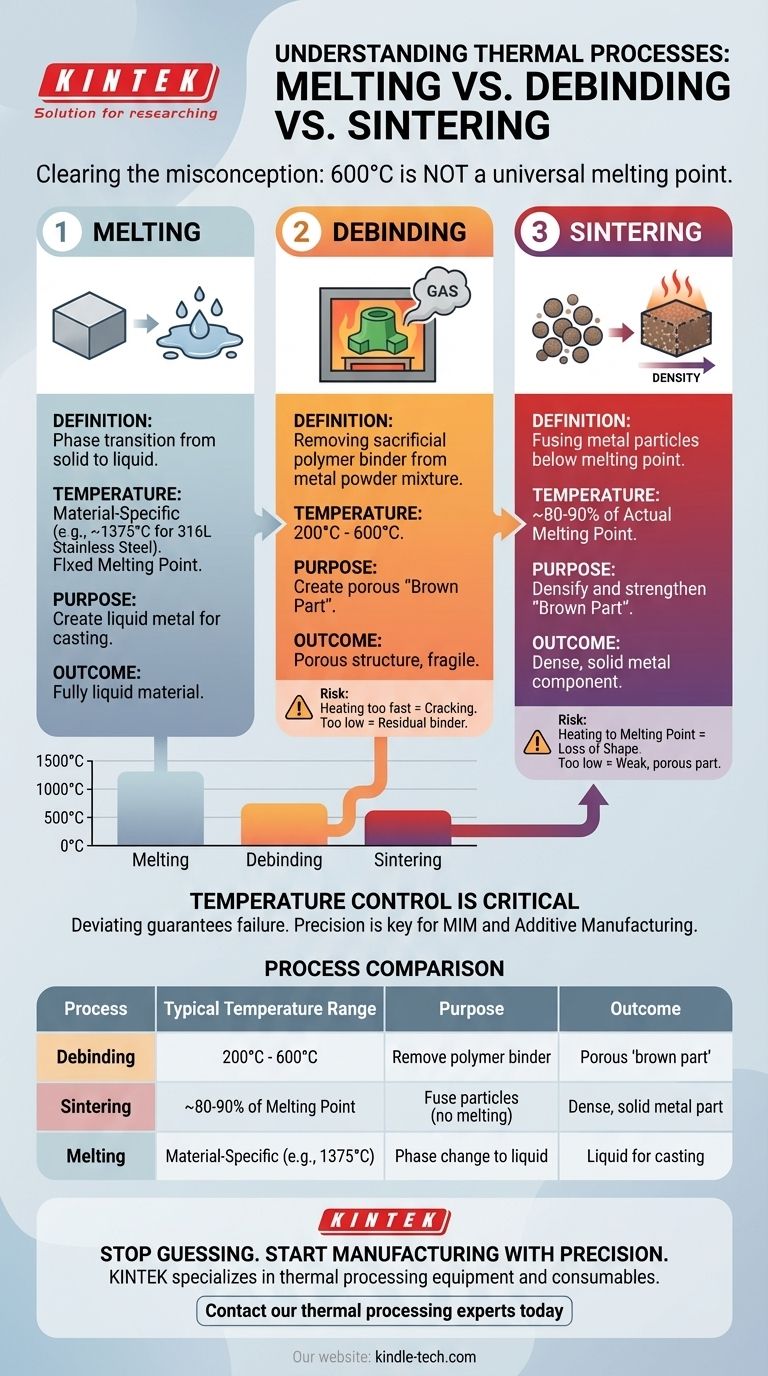
区别:熔化、脱脂和烧结
要理解为什么 600°C 不是一个通用的熔点,我们必须区分三种不同的热处理过程。每种过程都有根本不同的目的。
什么是熔化?
熔化是物质从固态到液态的相变。这发生在特定温度下,称为熔点,它是材料的基本属性。
例如,水在 0°C (32°F) 熔化,而 316L 不锈钢(MIM 中的常用材料)在大约 1375°C (2500°F) 熔化。
什么是脱脂?
脱脂是一种中间步骤,用于从金属粉末和聚合物粘合剂的混合物中制造零件的工艺。初始零件,称为“生坯”,是固体但易碎的。
该零件在炉中加热,通常温度范围为 200°C 至 600°C。目的是缓慢烧掉粘合剂材料,留下多孔的金属粉末结构。600°C 的数字代表该过程的上限,确保所有粘合剂都被去除而不会影响金属颗粒。
什么是烧结?
脱脂后,易碎的多孔零件(现在称为“棕坯”)进行烧结。它被加热到更高的温度,但该温度略低于金属的实际熔点。
在这种高温下,原子扩散发生在金属粉末颗粒之间的接触点。它们融合在一起,导致零件收缩并致密化,形成坚固的金属部件。零件从未变成液体。

理解温度控制的权衡
精确的温度控制是这些过程中最关键的因素。偏离理想的热曲线必然会导致失败,但失败的原因在每个阶段都不同。
加热温度过低的风险
如果脱脂温度过低,粘合剂将不会完全去除。这种残留的粘合剂在烧结过程中会成为污染物,导致最终零件脆弱、易碎或有缺陷。
如果烧结温度过低,金属颗粒将无法充分融合。由此产生的零件将过于多孔,缺乏所需的机械强度和密度。
加热温度过高的风险
在脱脂过程中加热过快会导致逸出的粘合剂积聚压力并使零件开裂。这就是为什么它是一个缓慢、受控的升温过程。
在烧结阶段将零件加热到其实际熔点是最终的失败。零件会失去形状,在自身重量下塌陷,变成一滩无用的金属。烧结依赖于在熔化边缘保持零件的几何形状。
为您的目标做出正确选择
理解热处理过程背后的意图比记住一个具体的数字更重要。温度的目的决定了整个操作。
- 如果您的主要目标是从粉末制造固体金属零件:您必须使用多阶段工艺。首先,在较低温度(例如,高达 600°C)下脱脂以去除粘合剂,然后在一个略低于金属真实熔点的更高温度下烧结。
- 如果您的主要目标是简单地铸造金属:您只需要知道该材料的特定熔点,并将其加热直到完全液化,然后倒入模具中。
- 如果您的主要目标是解释技术规范:切勿假设某个温度是熔点。它更有可能是脱脂、固化或退火温度,每种温度都具有独特且无损的目的。
最终,温度是一种工具,了解熔化、脱脂和烧结之间的区别是将成功制造与昂贵失败区分开来的关键。
总结表:
| 工艺 | 典型温度范围 | 目的 | 结果 |
|---|---|---|---|
| 脱脂 | 200°C - 600°C | 从金属粉末中去除聚合物粘合剂 | 多孔“棕坯” |
| 烧结 | 约熔点的 80-90% | 在不熔化的情况下融合金属颗粒 | 致密的固体金属零件 |
| 熔化 | 材料特定(例如,316L 钢为 1375°C) | 从固态到液态的相变 | 用于铸造的液态金属 |
停止猜测温度,开始精确制造。
混淆脱脂和熔化会损坏零件并浪费资源。KINTEK 专注于为您的实验室提供精确的热处理设备和耗材,以成功进行金属注射成型 (MIM) 和增材制造。
我们提供可靠的炉子和专家支持,确保您的脱脂和烧结曲线每次都完美无缺,防止代价高昂的失败,并交付坚固、致密的金属零件。
立即联系我们的热处理专家,讨论您的应用并确保您的下一个项目取得成功。
图解指南