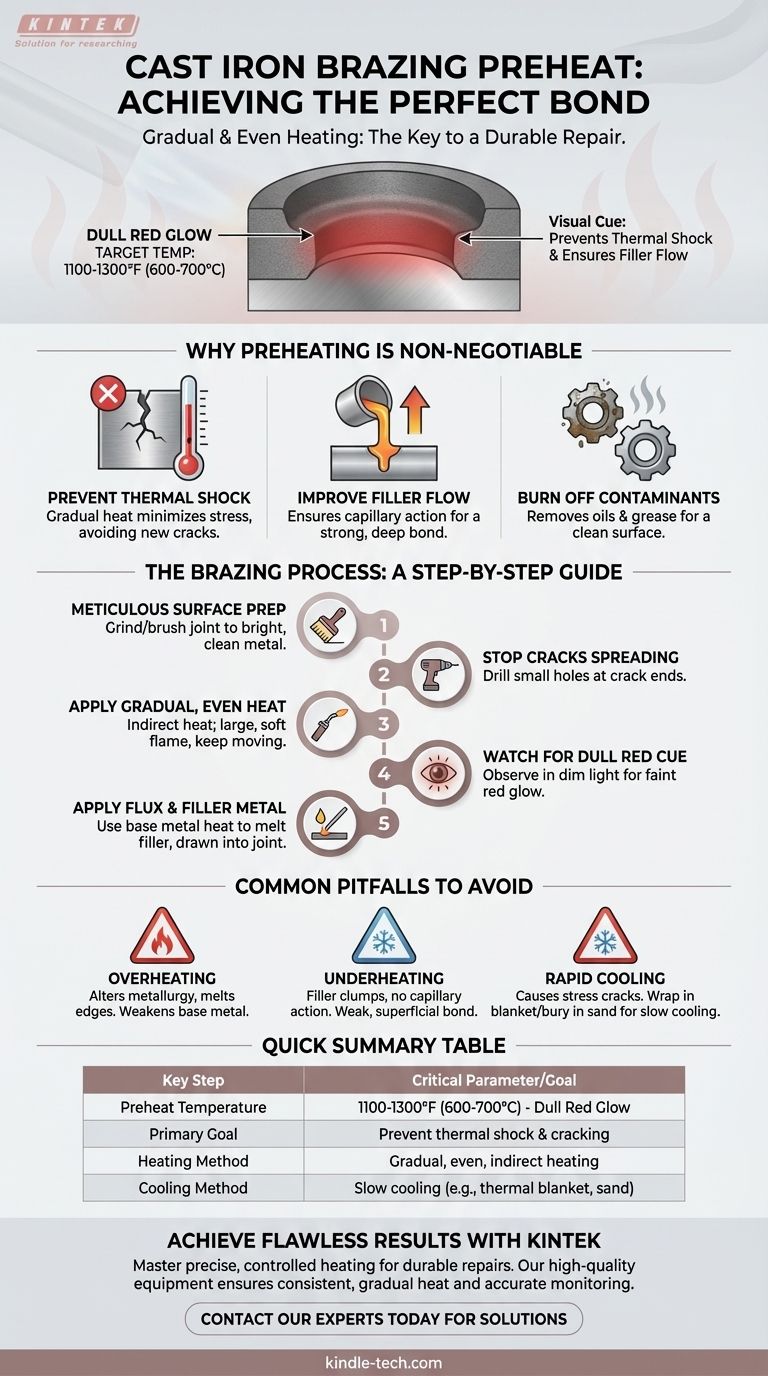
对于铸铁钎焊,应逐渐均匀地预热金属,直到它呈现出暗红色。这个视觉提示表明母材已达到正确的温度范围,通常在 1100-1300°F (600-700°C) 左右,这是防止热冲击和确保钎料正确流动的必要条件。
具体的预热温度不如其背后的原理重要。成功的铸铁钎焊取决于一个整体的工艺:仔细的清洁、逐渐加热以减轻应力,以及受控的冷却以防止脆性金属开裂。
为什么预热对铸铁来说是不可或缺的
预热不仅仅是把金属加热;它是管理铸铁固有特性的关键步骤。跳过或不正确地执行此步骤是修复失败的最常见原因。
防止热冲击
铸铁是脆性的,延展性低。将来自焊枪的强烈、局部热量施加到冷的铸铁上会产生巨大的内部应力,这几乎肯定会导致新裂纹的形成。缓慢、均匀的预热可以最大限度地减少这种温差。
改善填充金属流动
钎焊依赖于毛细作用,即熔融的填充金属被吸入紧密配合的接头中。预热母材可确保填充料保持熔融状态并在接头中自由流动,而不是在接触冷表面时凝固。
烧掉污染物
在其使用寿命中,铸铁会将其吸收的油和油脂等污染物渗透到其多孔结构中。预热过程有助于烧掉这些杂质,这对于填充金属能够正确结合的清洁表面至关重要。

钎焊工艺:分步指南
达到正确的温度只是多阶段过程的一部分。每个步骤对于形成牢固、持久的结合都是必不可少的。
步骤 1:彻底的表面准备
母材必须绝对干净。任何铁锈、油漆、油或油脂都会阻止填充金属润湿表面并形成牢固的结合。打磨或用钢丝刷清洁接头区域,直到露出光亮的、干净的金属。
步骤 2:防止裂纹扩散
如果正在修复裂纹,则必须防止其在加热和冷却循环中进一步扩展。在裂纹的每个可见端钻一个小孔,以分散应力并创建一个明确的停止点。
步骤 3:施加渐进且均匀的热量
开始加热接头周围的区域,而不是接头本身。使用大而软的火焰,并不断移动焊枪以均匀分布热量。这种渐进的间接预热是避免热冲击的关键。
步骤 4:观察“暗红色”提示
在加热铸件时,在光线昏暗的区域观察颜色。您要寻找的是微弱的、暗红色的光芒。这表明您已达到钎焊的适当温度。
步骤 5:施加助焊剂和填充金属
预热后,在接头上涂抹钎焊助焊剂。助焊剂将清洁表面并保护其免受氧化。然后,将钎焊丝接触接头,并利用母材的热量——而不是直接的火焰——来熔化填充料,使其被吸入裂缝或接缝深处。
应避免的常见陷阱
了解风险与了解步骤同样重要。对铸铁热性能的管理不当将导致失败。
过热的危险
将铸铁加热到超过暗红或樱桃红的程度可能会开始改变其冶金特性,甚至熔化接头的尖锐边缘。这会削弱母材并损害修复效果。
加热不足的后果
如果铸铁不够热,填充金属将无法正确流动。它倾向于聚集在表面,形成薄弱的、表面的结合,缺乏真正钎焊接头的强度。
快速冷却的关键错误
正如铸铁必须缓慢加热一样,它也必须缓慢冷却。钎焊完成后,用隔热毯包裹铸件或将其埋在干沙中。这使其能够在数小时内冷却,从而防止应力裂纹的形成。
应用于您的项目
您的方法应由修复的性质决定。
- 如果您的主要重点是修复破裂的部件(例如,排气歧管): 您的主要关注点是防止裂纹扩大和管理热应力。重点关注裂纹停止孔以及极其缓慢、均匀的加热和冷却。
- 如果您的主要重点是连接两个独立部件: 成功取决于毛细作用。确保部件之间紧密、干净的配合,并均匀预热两个部件,以便填充金属均匀地被吸入接头中。
最终,掌握受控热管理的工艺是实现持久可靠的铸铁修复的关键。
摘要表:
| 关键步骤 | 关键参数/目标 |
|---|---|
| 预热温度 | 1100-1300°F (600-700°C) - 暗红色光芒 |
| 主要目标 | 防止热冲击和开裂 |
| 加热方法 | 渐进、均匀且间接的加热 |
| 冷却方法 | 缓慢冷却(例如,隔热毯、沙子) |
使用正确的设备实现完美的钎焊效果
掌握铸铁钎焊所需的精确、受控的加热对于持久的修复至关重要。KINTEK 专注于高质量的实验室和车间设备,包括可靠的加热系统和温度监测工具,可帮助您每次都能实现完美的预热。
让我们支持您的精密工作:
- 确保热量一致: 我们的设备有助于维持均匀、渐进的加热,这对防止铸铁开裂至关重要。
- 准确监测: 确信地达到正确的“暗红色”温度范围。
- 改进您的流程: 在每个项目中获得持久、专业级的成果。
准备好提升您的钎焊过程了吗? 立即联系我们的专家,找到最适合您车间需求的解决方案。
图解指南