
一位航空航天工程师盯着一款新型涡轮叶片的设计图。它必须能够承受地狱般的高温和难以想象的应力。一位生物医学研究员手中拿着一个陶瓷髋关节植入物的蓝图;它需要完美光滑且生物相容,且绝无失效的可能。
在这两个领域,目标都是相同的:将简单的粉末转化为密度近乎完美的固体物体。
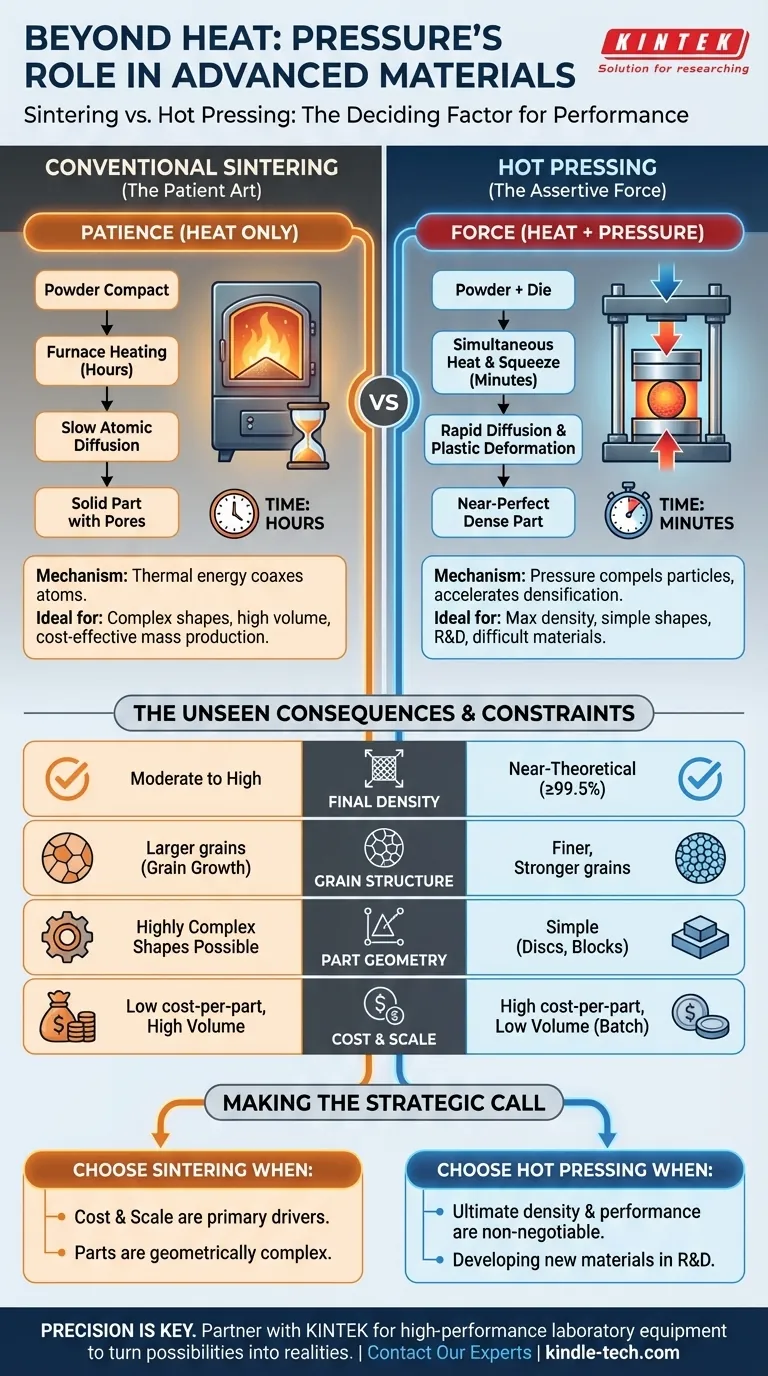
然而,通往完美的道路迫使人们做出一个根本性的选择。这是一个在耐心与力量、成本与性能、复杂性与规模之间进行权衡的决定。这就是常规烧结与热压之间的选择。
核心冲突:耐心 vs. 力量
从本质上讲,这两种工艺都利用热量促使粉末颗粒结合在一起,形成固体块。哲学和实践上的区别在于一个变量:外部压力。
常规烧结是一种耐心的行为。您将粉末轻轻压制成“生坯”零件,然后将其放入炉中,等待。经过数小时,热能会促使原子在晶界迁移,缓慢地缩小它们之间的间隙。这是一个完全由热量和时间驱动的优雅过程。
热压是一种力量的行为。它采用同样的粉末,但不是“哄骗”它,而是“强迫”它。粉末在巨大的压力下同时被加热和挤压。这种组合不仅加速了原子扩散;它还会物理地使颗粒变形,迫使它们填充任何可用的空隙。这是一个激活的、主动的过程,能在几分钟内完成烧结需要数小时才能完成的工作。
创造的物理学:通往固体的两条路径
这种根本性的差异——单独的热量与热量加压力——创造了两种不同的致密化路径,每条路径都在最终材料上留下其独特的印记。
烧结的耐心艺术
烧结是粉末冶金和陶瓷领域成熟的骨干工艺。
- 工艺:预成型的零件在低于其熔点的温度下加热。
- 机理:原子在热能驱动下扩散到颗粒边界。
- 时间:过程缓慢,通常需要数小时的炉循环。
它依赖于材料在加热时固有的结合意愿。其有效性取决于温度、时间和粉末的初始堆积密度。
热压的主动力量
热压是专家工具,用于要求绝对最佳性能的情况。
- 工艺:粉末在模具内一步加热并压实。
- 机理:加速原子扩散和物理塑性变形的结合。
- 时间:速度极快,致密化通常在 3-10 分钟内完成。
施加的压力是一个催化剂,极大地缩短了达到完全致密状态所需的时间,有时甚至降低了所需的温度。
选择的潜在后果
选择使用压力不仅仅是为了速度。它从根本上改变了最终组件的微观结构和性能。
追求完美:密度
热压持续实现更高的最终密度——通常接近材料理论密度的 100%。压力能够无情而高效地消除常规烧结后可能残留的最后、顽固的孔隙。这直接转化为优越的机械性能,如强度和硬度。
强度的结构:晶粒生长
由于热压在较低的温度和更短的时间内工作,因此限制了晶粒生长。更细的晶粒结构通常更强韧。这使其成为高性能陶瓷(如碳化硅和氮化硅)不可或缺的工艺,这些陶瓷在没有晶粒失控生长的情况下很难致密化。
现实的制约:成本、规模和形状
如果热压能产生更优越的结果,为什么不用于所有产品呢?因为性能存在于实际和经济的制约之中。选择往往不是关于技术上什么最好,而是关于什么在实践中可行。
| 特性 | 热压 | 常规烧结 |
|---|---|---|
| 主要驱动力 | 热量和高压 | 仅热量 |
| 最终密度 | 接近理论值 (≥99.5%) | 中等到高 |
| 零件几何形状 | 简单(圆盘、块体) | 可实现高度复杂的形状 |
| 成本和规模 | 单件成本高,产量低(批量生产) | 单件成本低,产量高(大规模生产) |
| 理想应用 | 研发、最高性能、难烧结材料 | 经济高效的大规模生产、复杂零件 |
热压机是一种复杂且昂贵的机器。模具必须由石墨等特种材料制成,才能承受严苛的条件。这导致单件成本很高。此外,单轴压力将生产限制在简单形状。您无法热压具有复杂齿轮的齿轮。
常规烧结,特别是与金属注射成型 (MIM) 等方法结合使用时,能够以低单件成本生产数千个几何形状复杂的零件。
做出决定:为您的目标制定框架
最终,选择是战略性的。您必须权衡您的应用需求与您的预算和生产规模的现实。
- 选择热压时:绝对最高的密度和机械性能是不可谈判的。您正在处理难烧结的材料,或在实验室环境中开发新材料,此时速度和质量比成本更重要。
- 选择常规烧结时:您正在批量生产几何形状复杂的零件,并且成本效益是主要驱动因素。
驾驭这些权衡不仅需要知识,还需要合适的实验室工具。对于那些正在突破材料科学界限的研究人员和工程师来说,拥有像 KINTEK 这样值得信赖的供应商提供的高性能设备并非奢侈品——而是必需品。精确控制温度和压力的能力,是将理论可能性转化为物理现实的关键。
如果您正面临您的材料或应用的这一关键决策,第一步是了解您设备的性能。 联系我们的专家
图解指南
相关产品
- 带加热板的分体式手动实验室热压机
- 带加热板的自动加热液压压机,用于实验室热压 25T 30T 50T
- 带加热板的自动加热液压压机,用于实验室热压
- 带加热板的加热液压压机,用于真空箱实验室热压
- 实验室真空箱热压机,带加热板的加热液压机


















