你看不见的敌人
想象一下喷气发动机中每分钟旋转10,000转的涡轮叶片。或者一个旨在使用寿命长达一生的钛合金髋关节植入物。在这些应用中,失效将是灾难性的。
这些部件最大的威胁通常不是可见的裂缝或外部力量,而是潜伏在内部的看不见的敌人:微观孔隙。这些在制造过程中被困在材料内部的微小空隙,是疲劳和断裂的起点。
要根除这个隐藏的敌人,需要的不仅仅是良好的设计;它要求对材料如何从根本上成型和完善有深刻的理解。这就是等静压的领域。
勾勒蓝图 vs. 锻造杰作
在先进制造的核心,存在两种截然不同的理念。第一种是关于成型——从原材料中创造出初始的、精确的形状。第二种是关于完善——将这种形状提升到近乎无瑕的完整状态。
冷等静压(CIP)和热等静压(HIP)体现了这两种理念。它们不是相互竞争的方法;它们是追求材料完美过程中不同的阶段。
建筑师的初稿:冷等静压(CIP)
CIP是建筑师最初的、精湛的草图。它的目的是将松散的粉末压实成均匀的固体、易于处理的形态。
目标:均匀的初始压实
CIP的主要目标是创建一个“生坯”部件——一个脆弱但密度均匀的部件,为下一步做好准备。通过从所有方向施加相等的压力,CIP避免了传统压制方法中普遍存在的密度梯度和内部应力。这种均匀性至关重要,因为它能防止最终高温烧结过程中的翘曲和缺陷。
方法:温和、均匀的拥抱
在CIP过程中:
- 将粉末密封在柔韧、防水的模具中。
- 将模具浸入充满液体的压力室中。
- 在室温下,对液体施加巨大的液压。
这种等静压——从各个方向施加的压力——温和而均匀地压实粉末,创造出最终部件的精确蓝图。
炼金术士的最后润色:热等静压(HIP)
如果说CIP是建筑师,那么HIP就是炼金术士。它是一个变革性的过程,将已经固化的部件进行处理,清除其最深层的缺陷,将一个好的部件变成一个完美的部件。
目标:追求绝对密度
HIP的唯一目的是追捕并消除内部空隙。这些微观孔隙,无论是铸造过程还是烧结过程遗留下来的,都是应力集中点。在载荷作用下,它们是裂纹扩展的震中。HIP是防止这种失效模式的最后一道防线。
方法:火与压力的考验
在HIP过程中:
- 将固化部件放入高压容器中。
- 容器被加热到极高的温度(通常超过1000°C),使材料在微观层面具有塑性变形能力。
- 同时,容器被充入高压惰性气体,如氩气。
这种强烈的热量和巨大的等静压的结合,通过固态扩散的过程,迫使材料内部的空隙塌陷并融合闭合。原子本身迁移以填补空隙,留下近乎100%致密的结构。
两种工艺的故事:成型 vs. 完善
在CIP和HIP之间做出选择并非真正的选择;而是要理解你的制造流程需要解决哪个阶段。
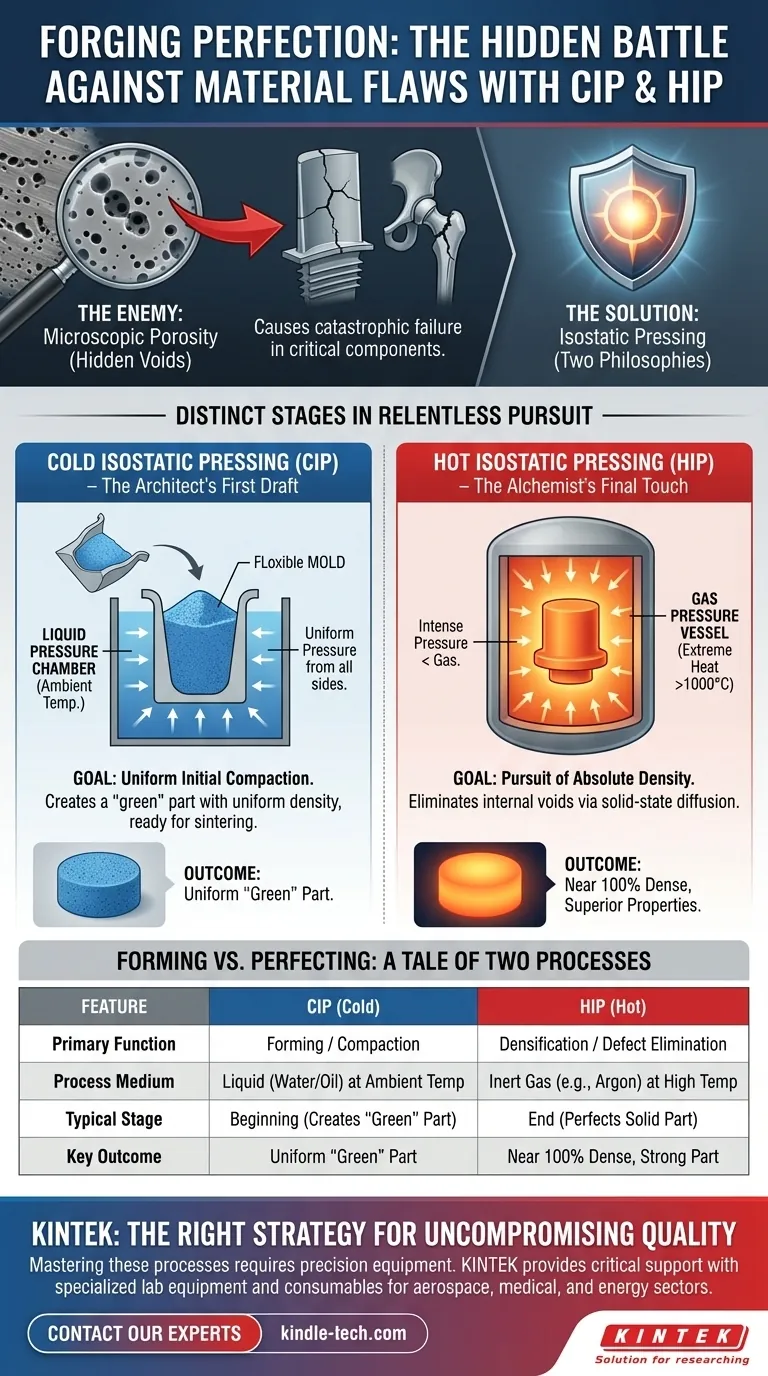
| 特性 | 冷等静压(CIP) | 热等静压(HIP) |
|---|---|---|
| 主要功能 | 成型/压实 | 致密化/缺陷消除 |
| 工艺介质 | 常温下的液体(水/油) | 高温(>1000°C)下的惰性气体(如氩气) |
| 典型阶段 | 开始:从粉末中形成均匀的“生坯”部件 | 结束:完善已固化的部件 |
| 关键成果 | 准备好烧结的、密度均匀的“生坯”部件 | 近乎100%致密的部件,具有优越的机械性能 |
| 理想应用 | 用粉末经济高效地成型复杂形状 | 失效不可接受的关键部件(航空航天、医疗) |
无懈可击质量的正确策略
你的制造策略完全取决于你的目标:
- 从粉末中创造复杂的初始形状:CIP是你的工具。它提供均匀、压实良好的生坯部件,为最终烧结奠定完美基础。
- 实现最大的可靠性和性能:HIP是必不可少的最后一步。它将铸造或烧结的部件提升到其最高潜力,确保其在最严苛环境中的完整性。
掌握这些工艺不仅需要知识,还需要精密设备。绝对可靠地控制压力和温度的能力至关重要。这正是KINTEK提供关键支持的地方,它提供专业的实验室设备和耗材,使航空航天、医疗和能源领域的科研人员和工程师能够突破材料科学的界限。
无论你是通过CIP塑造未来,还是通过HIP完善它,拥有正确的合作伙伴和工具才能将一个好的部件变成一个牢不可破的部件。联系我们的专家
图解指南