
工程师的困境:一种您看不见的缺陷
想象一下为下一代喷气发动机设计涡轮叶片。它的形状是一个复杂的、有机的曲线,经过无数小时的流体动力学模拟优化。它将承受巨大的应力,在极高温度和极低温度之间循环,同时以数千转/分钟的速度旋转。
在这个世界里,失败是不可接受的。金属内部隐藏的一个微小空隙——一个您看不见的缺陷——可能成为灾难性断裂的起点。您的工作不仅仅是制造一个零件;而是锻造完美。是消除每一个疑虑的阴影。
对材料完整性的追求将我们引向两种强大技术之间的基本选择:热压和热等静压(HIP)。这个决定不仅仅是技术性的;它是一个关于风险、目的以及我们用来创造的力的几何形状本身的战略选择。
不屈的活塞 vs. 完美的拥抱
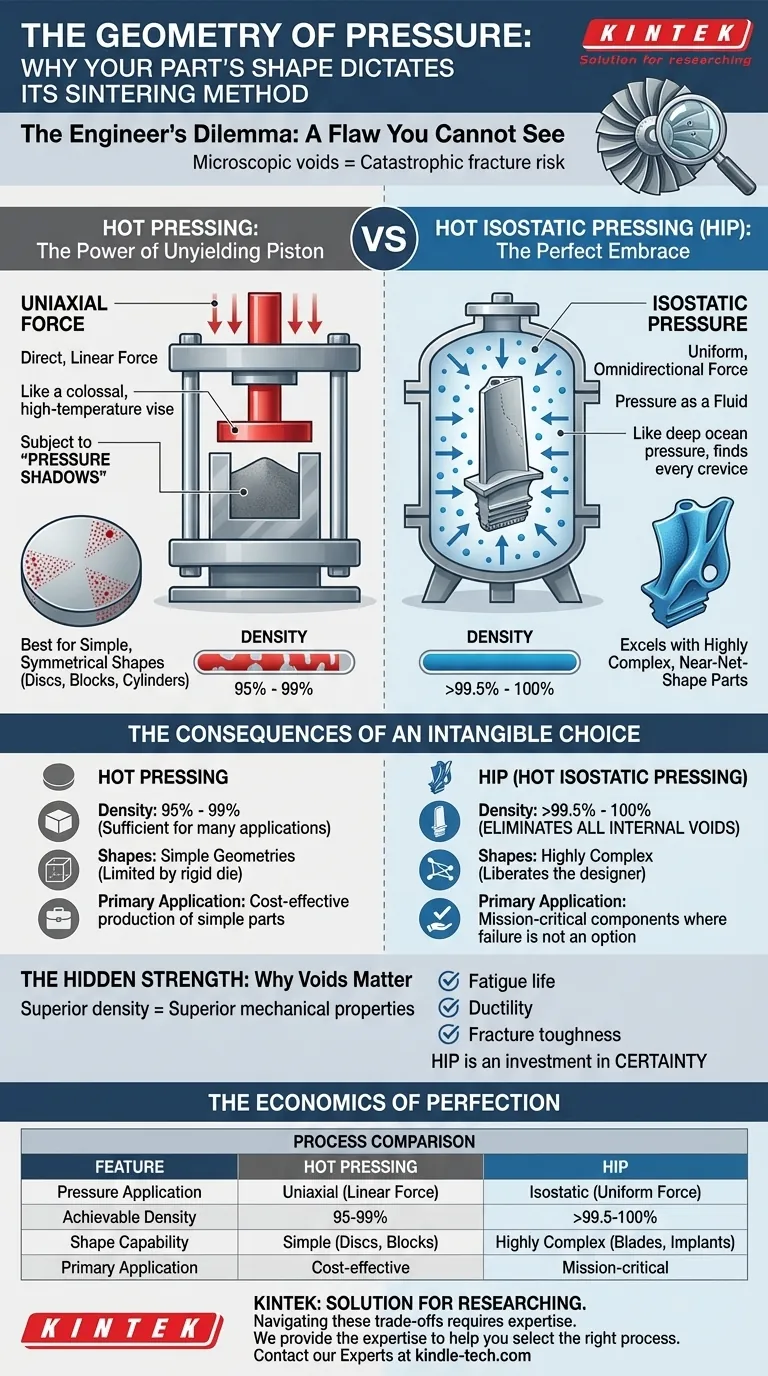
其核心在于,这两种方法之间的区别在于施加压力的方式。一种是直接的线性力。另一种是均匀的、包罗万象的拥抱。这一个区别决定了接下来的一切——从您可以创造的形状到您可以信赖它们的程度。
热压:单轴力的力量
热压非常直接。粉末被放入模具中,加热,然后通过冲头沿一个轴向压缩。就像一个巨大的、高温的虎钳。
这种方法强大、快速且经济。它擅长将材料压制成简单的、对称的形状——圆盘、块体和圆柱体。
但它的优点也是它的局限性。由于力是单轴的,它会产生“压力阴影”。不在力直接作用区域的区域可能无法完全压实,留下残余孔隙。它是一种按直线思考的工具。
热等静压:压力如流体
HIP 遵循一种优雅的复杂原理。部件被放置在一个高压容器中,然后加热并充入氩气等惰性气体。
这种气体像流体一样,同时从各个方向对零件施加完全均匀的等静压。想象一下海洋底部巨大的、挤压性的压力——它平等地作用于每一个表面和每一个缝隙。
这种全向力是 HIP 的魔力。它在不扭曲零件几何形状的情况下压实内部空隙和孔洞,无论其多么复杂。它是完美无瑕的拥抱。
无形选择的后果
压力应用的哲学差异导致了截然不同的实际结果。您的材料要求将清晰地指向一条道路。
最后的 1%:一个关于密度的故事
- 热压 持续实现高相对密度,通常在 95% 到 99% 之间。对于许多应用来说,这已经足够了。
- 热等静压 可靠地实现 >99.5% 到 100% 的理论密度。它有效地消除了所有内部空隙。
最后这一个百分点不是一个微不足道的细节。它是“非常好”和“完美无瑕”之间的区别。它就是内部缺陷引起的故障风险所在。对于溅射靶材,98% 的密度可能就足够了。但对于骨科植入物,剩余的 2% 的孔隙是不可接受的风险。
从砖块到叶片:几何学的独裁
您选择的方法决定了您可以创造的形状。
- 热压 仅限于可以轻松从刚性模具中弹出的简单几何形状。
- HIP 擅长加工高度复杂、近净形的零件。由于气体压力完美地贴合任何表面,因此它可以压实单轴压制不可能实现的复杂设计。它将设计者从压机的限制中解放出来。
隐藏的力量:为什么空隙很重要
卓越的密度直接转化为卓越的机械性能。通过消除充当应力集中点的微小空隙,HIP 极大地提高了材料的:
- 疲劳寿命
- 延展性
- 断裂韧性
选择 HIP 是对确定性的投资。您正在支付溢价以消除对材料内部完整性的疑虑。
完美的经济学
完美很少便宜。最终的决定通常取决于性能、复杂性和成本之间的务实平衡。
对于简单形状的大批量生产,热压通常更快、成本效益更高。设备和工具的复杂性较低。相比之下,HIP 是一种更昂贵、基于批次的工艺,周期时间更长,但它提供了其他方法无法达到的质量水平。
| 特性 | 热压 | 热等静压 (HIP) |
|---|---|---|
| 压力施加 | 单轴(单方向力) | 等静压(所有方向均匀压力) |
| 可达密度 | 95% - 99% 理论密度 | >99.5% - 100% 理论密度 |
| 形状能力 | 简单(圆盘、块体、圆柱体) | 高度复杂(涡轮叶片、医疗植入物) |
| 主要应用 | 简单零件的经济高效生产 | 任务关键型部件,不允许出现故障 |
驾驭这些权衡不仅需要知识,还需要经验。理解粉末冶金、模具设计和压力容器物理学的细微差别至关重要。在 KINTEK,我们不仅仅提供实验室设备;我们提供专业知识,帮助您为您的特定材料和应用选择正确的工艺,确保您的项目建立在完整性的基础上。
无论您是在原型制作简单的陶瓷装甲,还是在开发下一代航空航天部件,我们的团队都可以帮助您为您的实验室配备成功所需的设备。联系我们的专家
图解指南
相关产品
- 带加热板的分体式手动实验室热压机
- 带加热板的自动加热液压压机,用于实验室热压 25T 30T 50T
- 带加热板的自动加热液压压机,用于实验室热压
- 带加热板的加热液压压机,用于真空箱实验室热压
- 手动高温加热液压压机带加热板用于实验室


















