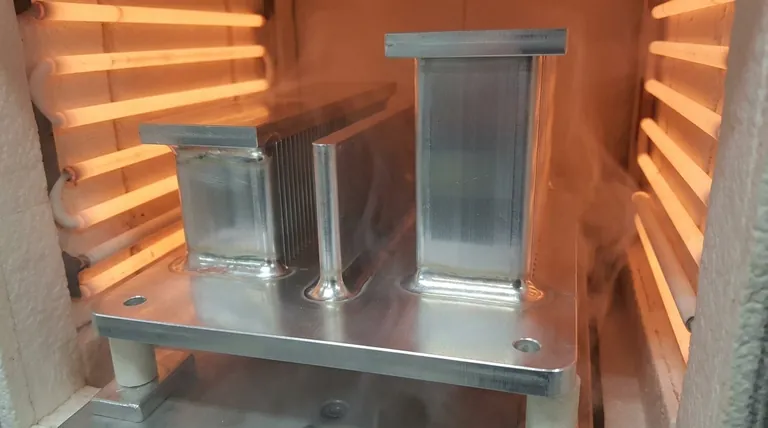
是的,您绝对可以对铝进行真空钎焊。 这是一种复杂且高效的工业过程,用于在不需要化学助焊剂的情况下形成牢固、清洁的接头。该方法依赖于高真空环境,并结合金属活化剂(通常是镁),以化学方式去除自然形成在铝表面的顽固氧化层,从而使钎料能够正确润湿基材并与之结合。
钎焊铝的根本在于对抗其坚韧的钝化氧化层(Al₂O₃)。真空钎焊并非依靠蛮力,而是凭借精妙的技巧——利用高真空和镁活化剂来破坏并剥离氧化膜,从而实现纯净、无助焊剂的结合。
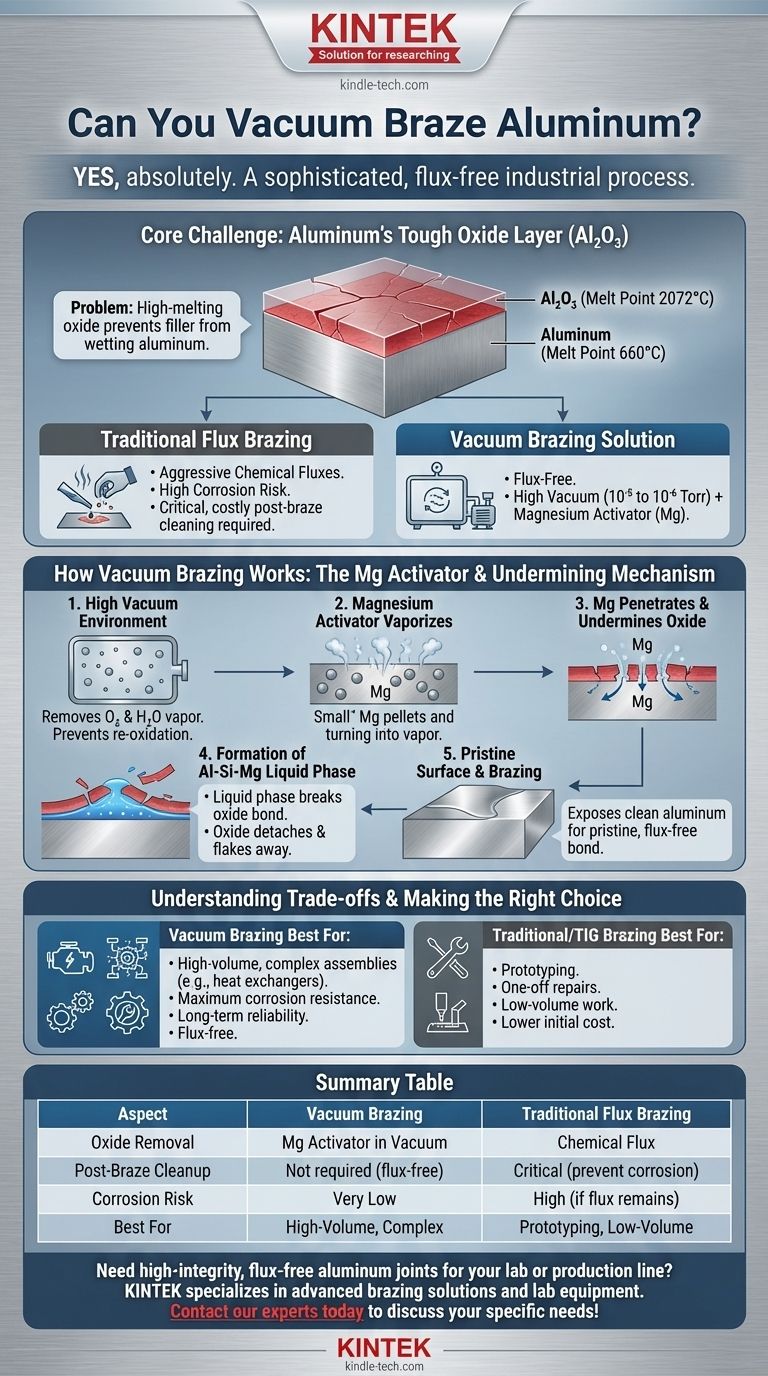
核心挑战:铝的氧化层
连接铝的主要障碍不在于金属本身,而在于当铝暴露在空气中时,其表面会瞬间形成的薄而透明的氧化铝(Al₂O₃)层。
为什么 Al₂O₃ 是一个问题
这种氧化层极其坚韧和稳定。它的熔点约为 2072°C (3762°F),而铝本身的熔点要低得多,为 660°C (1220°F)。
在钎焊过程中,钎料必须熔化并流到母材上。高熔点的氧化膜充当屏障,阻止熔融的钎料接触并“润湿”铝表面,从而抑制了适当的冶金结合。
传统解决方案(及其缺点)
历史上,这个问题是通过使用腐蚀性强的化学助焊剂来解决的。这些助焊剂会化学侵蚀和溶解氧化层,但它们具有很强的腐蚀性。
如果钎焊后未完全清除,残留的助焊剂可能会滞留在接头中,随着时间的推移导致灾难性的腐蚀和部件失效。这使得钎焊后清洁成为一个关键、昂贵且困难的步骤。
真空钎焊如何解决氧化问题
真空钎焊通过改变密封炉内的化学环境,提供了一种优雅的无助焊剂解决方案。
真空的作用
该过程在高真空下进行,通常在 10⁻⁵ 至 10⁻⁶ 托的范围内。这种低压环境几乎移除了炉腔内的所有氧气和水蒸气。
通过消除这些活性气体,真空可以防止铝在加热到钎焊温度时重新氧化。
关键成分:镁活化剂
在防止氧化的同时,最后的挑战是去除预先存在的氧化膜。这是通过向炉内添加少量活化剂(最常见的是镁 (Mg))来实现的,通常作为钎料的一部分。
早期的理论认为镁只是简单地“清除”任何残留的氧气。然而,真正的机制更为复杂。
破坏机制
当炉子加热时,镁会蒸发。这种镁蒸气会穿过 Al₂O₃ 层中微小的裂缝和缺陷。
一旦进入氧化膜下方,镁就会与基体铝和硅(来自钎料)反应,在界面处形成低熔点的Al-Si-Mg 液相。
这个液相在主钎料合金熔化之前熔化,有效地破坏了氧化膜与基体铝之间的结合。氧化膜脱落并剥离,暴露出一个完全清洁的、裸露的铝表面,供钎料结合。
了解权衡
尽管功能强大,但真空钎焊并非万能的解决方案。它涉及特定的设备和工艺考虑因素。
高昂的初始投资
与传统火炬或感应钎焊所需的设备相比,真空钎焊炉结构复杂,需要大量的资本投资。
需要工艺专业知识
该过程需要精确控制温度曲线、真空水平和材料化学。这是一个高度工程化的过程,最适合受控、可重复的生产环境。
材料和设计限制
并非所有铝合金都适用于真空钎焊。该过程最适用于特定的“可钎焊”合金和包覆材料。零件设计还必须允许镁蒸气到达所有接头区域。
为您的应用做出正确的选择
决定是否指定真空钎焊完全取决于您项目的目标、规模和性能要求。
- 如果您的主要重点是复杂组件(如汽车热交换器或航空航天冷板)的大批量生产: 真空钎焊是行业标准,因为它在批处理过程中具有无与伦比的可重复性,并能生产出清洁、可靠、无助焊剂的接头。
- 如果您的主要重点是最大的耐腐蚀性和长期可靠性: 真空钎焊是更优的选择,因为它完全消除了助焊剂钎焊部件中常见的滞留腐蚀性助焊剂的风险。
- 如果您的主要重点是原型制作、一次性维修或小批量工作: 真空钎焊的高成本和复杂性使其不切实际。传统的 TIG 钎焊或现代助焊剂基方法更易于获得且更具成本效益。
通过了解其基本原理,您可以放心地利用真空钎焊来满足对最高质量和性能有要求的应用。
摘要表:
| 方面 | 真空钎焊 | 传统助焊剂钎焊 |
|---|---|---|
| 氧化物清除 | 真空中的镁活化剂 | 化学助焊剂 |
| 钎焊后清洁 | 不需要(无助焊剂) | 关键,以防止腐蚀 |
| 腐蚀风险 | 非常低 | 如果助焊剂未完全清除,则风险高 |
| 最适合 | 大批量、复杂组件(例如热交换器) | 原型制作、小批量维修 |
需要为您的实验室或生产线提供高完整性、无助焊剂的铝接头吗? KINTEK 专注于先进的钎焊解决方案和实验室设备。我们的专业知识可确保您的铝组件实现最大的强度和耐腐蚀性。立即联系我们的专家,讨论我们如何支持您的特定实验室和制造需求!
图解指南