高频感应加热器的核心工作原理是利用强大、快速变化的磁场,直接在导电材料内部产生热量。 这种加热过程无需任何物理接触、火焰或外部加热元件接触工件。它将电能转化为磁场,然后磁场再在工件内部转化为热能。
感应加热器不是传统的加热器;它是一种电磁工具。它利用电磁感应和电阻原理,将目标材料变成自身的发热源,从而实现令人难以置信的快速、精确和高效加热。
核心原理:四步过程
感应加热是法拉第电磁感应定律和焦耳热效应这两个基本物理原理的直接结果。整个过程可以分解为四个不同的步骤。
第一步:产生高频电流
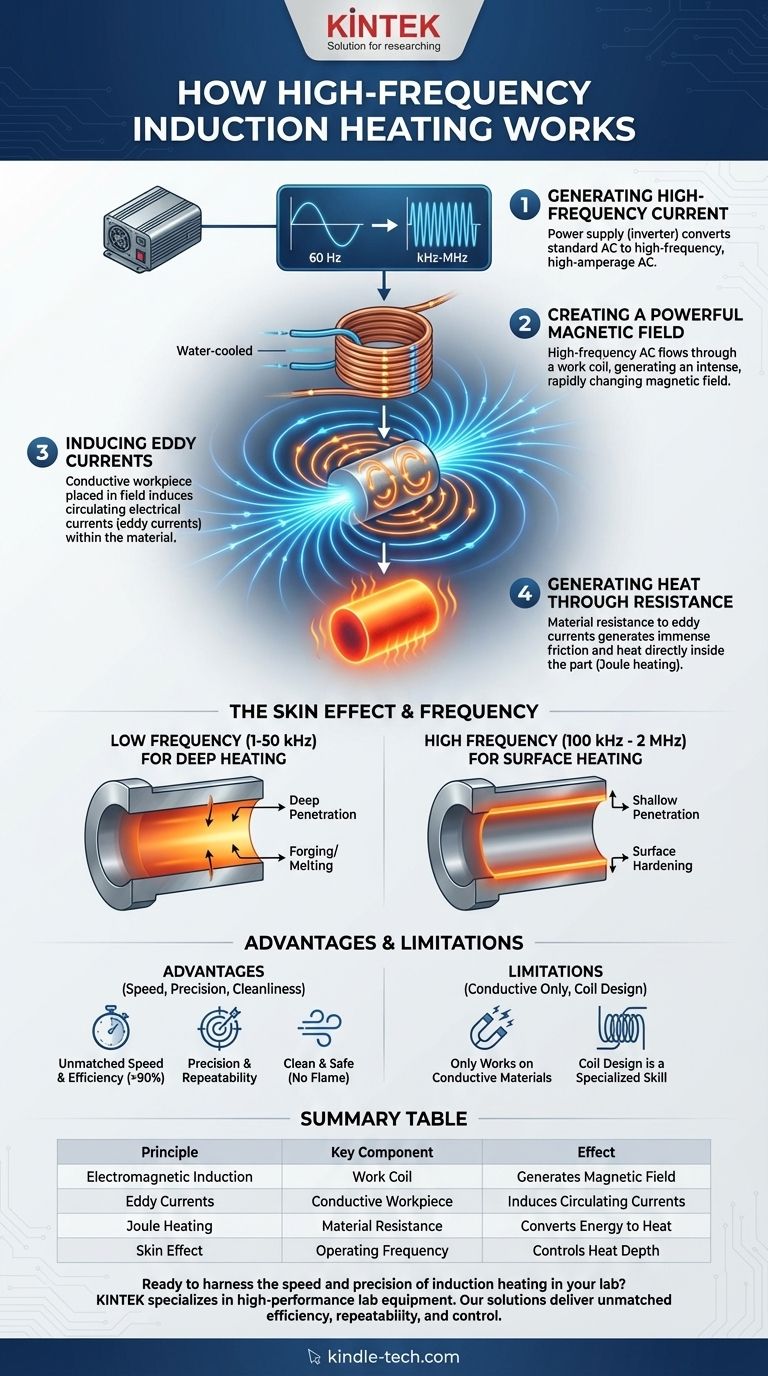
系统从一个电源开始,通常称为逆变器。该设备将标准交流市电(例如,60 Hz)转换为高频、大电流的交流电。频率范围从用于深层加热的几千赫兹(kHz)到用于表面加热的几兆赫兹(MHz)。
第二步:产生强大的磁场
然后,这种高频交流电通过一个工作线圈。这通常是一个铜管,通常用循环水冷却,并被制成特定的形状。当电流快速通过该线圈时,它在线圈内部和周围的空间中产生一个强烈且快速变化的磁场。
第三步:感应涡流
当导电工件(如一块钢)被放置在这个磁场中时,磁场会在材料内部感应出循环电流。这些电流被称为涡流。它们是工作线圈中电流的镜像。
第四步:通过电阻产生热量
工件材料对这些涡流的流动具有天然的电阻。当电流被迫克服这种电阻流动时,它们会在分子层面产生巨大的摩擦,并以热量的形式散发。这种现象被称为焦耳热。由于热量是在工件内部产生,因此该过程非常快速和高效。

频率的关键作用:趋肤效应
操作频率的选择并非随意;它是控制热量产生位置的最重要参数。
什么是趋肤效应?
在交流电路中,电流倾向于在导体的外表面或“表皮”流动。交流电的频率越高,这种趋肤效应就越明显,电流穿透的深度就越浅。
低频用于深层加热
较低的频率(例如,1-50 kHz)能更深入地穿透材料。这非常适合需要将大型工件整体加热的应用,例如锻造、成型或熔化大量金属。
高频用于表面加热
非常高的频率(例如,100 kHz - 2 MHz)会导致涡流集中在工件表面非常薄的一层中。这非常适合表面淬火等应用,您希望在工件核心保持韧性和延展性的同时,形成坚硬、耐磨的外部表层。
了解权衡与优势
像任何技术一样,感应加热具有独特的优点和缺点,使其非常适合某些任务,但不适合其他任务。
优势:无与伦比的速度和效率
由于热量直接在工件内部产生,因此能量浪费极少。在炉子中需要数小时的加热周期,通常可以通过感应加热在几秒钟或几分钟内完成,从而使能效等级通常超过90%。
优势:精度和可重复性
磁场可以通过工作线圈的形状精确控制。这使得热量可以只施加到需要的地方,保护敏感的相邻区域。一旦设定好工艺,它就具有完美的重复性,确保每个工件的质量一致。
优势:清洁和安全
感应加热是一种清洁工艺,没有燃烧副产物、烟雾或有毒烟气。与火焰炬或炉子等传统方法相比,没有明火显著提高了工作场所的安全性。
局限性:仅适用于导电材料
感应加热的主要局限性在于它只适用于导电材料,如金属和石墨。它对加热塑料、玻璃或大多数陶瓷等绝缘体无效,除非它们与导电的“受热体”配合使用。
局限性:线圈设计是一项专业技能
整个系统的效率和有效性几乎完全取决于工作线圈。设计一个能够为特定零件几何形状创建正确热模式的线圈是一项关键的工程任务,通常需要经验和迭代测试。
为您的目标做出正确选择
最佳设置完全取决于您需要完成的热处理过程。
- 如果您的主要重点是表面淬火或渗碳淬火: 使用非常高的频率和高功率密度,在淬火前快速加热表面层。
- 如果您的主要重点是用于锻造的大型坯料的透热: 使用较低的频率和多匝螺旋线圈,以确保深层均匀的热量穿透。
- 如果您的主要重点是钎焊或焊接精细接头: 使用中高频率和精确成形的线圈,仅向接头区域提供局部热量。
- 如果您的主要重点是在坩埚中熔化金属: 使用针对目标金属特性优化的频率和与导电坩埚有效耦合的线圈。
通过理解这些核心原理,您可以有效地利用感应加热,在您的热处理过程中实现无与伦比的速度、精度和控制。
总结表:
| 原理 | 关键组件 | 效果 |
|---|---|---|
| 电磁感应 | 工作线圈 | 产生快速交变的磁场 |
| 涡流 | 导电工件 | 在材料内部感应出循环电流 |
| 焦耳热 | 材料电阻 | 直接在工件内部将电能转化为热量 |
| 趋肤效应 | 工作频率 | 控制热量穿透深度(表面加热与深层加热) |
准备好在您的实验室中利用感应加热的速度和精度了吗?
KINTEK 专注于高性能实验室设备,包括感应加热系统。我们的解决方案为钎焊、淬火和材料研究等应用提供无与伦比的效率、可重复性和控制。
立即联系我们的专家,讨论我们如何提供合适的感应加热设备,以增强您的实验室能力并加速您的热处理过程。
图解指南