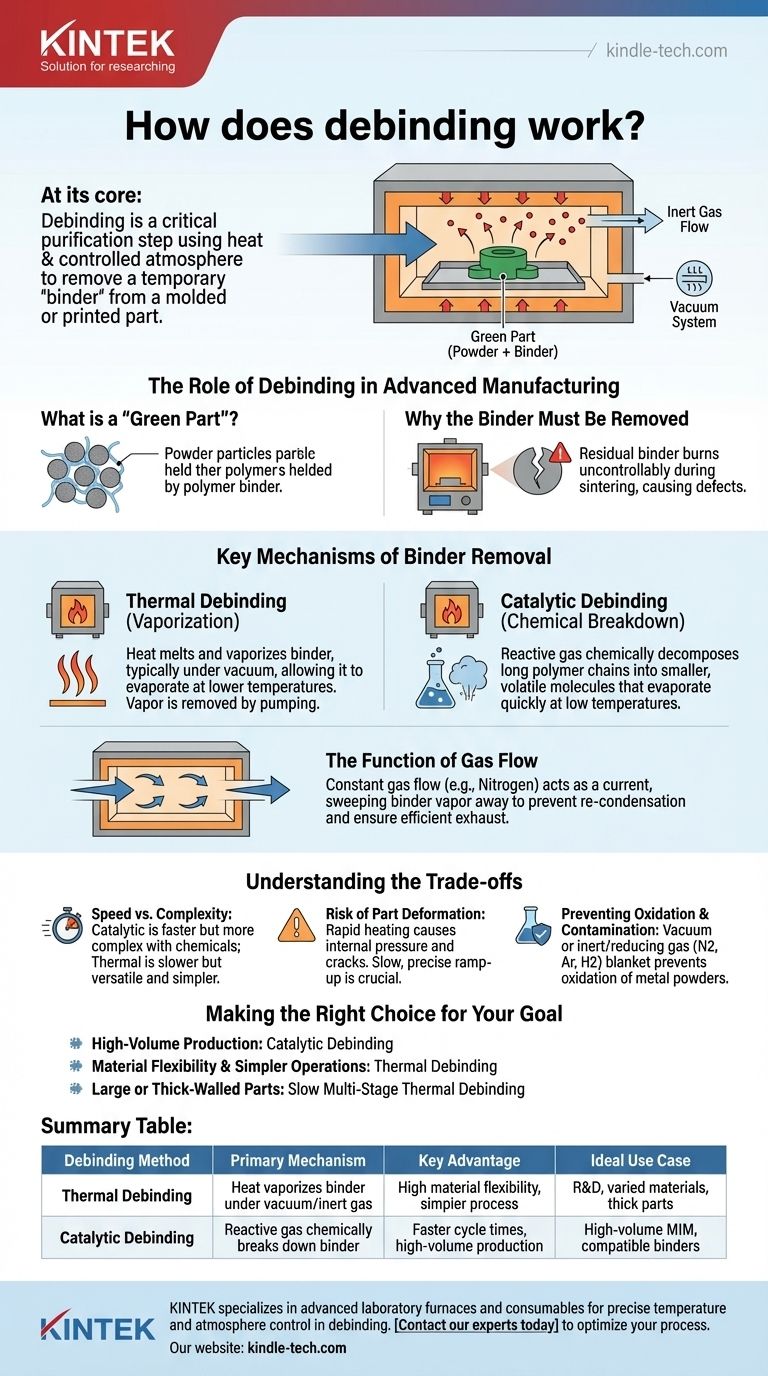
从本质上讲,脱脂是制造过程中一个关键的纯化步骤,它利用热量和受控的大气环境来去除模压或打印零件中的临时“粘合剂”。这个过程在一个专门的炉子内进行,粘合剂被系统地分解和汽化,然后通过真空系统或惰性气体流带走。这留下了一个仅由最终材料构成的易碎零件,为最终的强化过程做好了准备。
脱脂的基本目标是在不扭曲、开裂或污染最终部件的情况下,去除赋予零件初始形状的牺牲性粘合剂。这是通过仔细控制温度和气氛来实现的,以使粘合剂蒸发或化学分解成可以安全提取的组分。
脱脂在先进制造中的作用
在金属或陶瓷零件达到最终密度和强度之前,它首先是一个“生坯件”(green part)。这个生坯件是最终材料粉末(如钢)和牺牲性粘合剂(通常是聚合物)的混合物。
什么是“生坯件”?
生坯件是金属注射成型(MIM)或粘合剂喷射3D打印等工艺的初始产物。粘合剂充当临时胶水,将金属或陶瓷粉末固定在所需的形状中。
虽然零件具有正确的几何形状,但它缺乏最终产品的强度和密度。在下一阶段之前,必须完全去除粘合剂。
为什么必须去除粘合剂
制造致密零件的最后一步是烧结,即将零件加热到略低于其熔点的温度。材料颗粒融合在一起,零件收缩并致密化。
如果在烧结过程中仍然存在粘合剂,它会不受控制地燃烧,释放出气体,从而产生孔隙、裂纹和杂质。脱脂确保了清洁、纯净的结构,以实现成功的烧结。

粘合剂去除的关键机制
脱脂不是单一的过程,而是一类技术的总称。主要有两种方法:热法和催化法,它们都依赖于将固体粘合剂转化为气体以供去除。
热法脱脂(汽化)
在热法脱脂中,热量是主要的工具。通过以受控的方式提高温度,通常在真空下,粘合剂被加热直到熔化然后汽化(蒸发)。
真空环境至关重要,因为它降低了粘合剂的沸点,使其能够在较低温度下变成气体,从而减轻零件的应力。然后,炉子的真空泵系统会将这种粘合剂蒸汽清除。
催化脱脂(化学分解)
这种方法使用反应性气体来化学分解粘合剂。零件被加热到一个充满特定气体的炉子中,该气体充当催化剂。
这种气体触发化学反应,将粘合剂的长聚合物链分解成更小、更易挥发的分子。这些较小的分子在低温下迅速蒸发并被带走。
气流的作用
在两种工艺中,炉内通常会保持恒定的气流。这种气体,通常是惰性的,如氮气,就像一股电流一样。
它将粘合剂蒸汽从零件上扫走,防止其在较冷区域重新凝结,并确保它被有效地排出室外。
理解权衡
选择脱脂策略需要平衡速度、成本和零件失效的风险。这个过程是一项精细的操作,精度至关重要。
速度与工艺复杂性
催化脱脂比热法脱脂快得多,非常适合大批量生产。然而,它需要特定的、兼容的粘合剂,并且通常涉及危险化学品,增加了复杂性。
热法脱脂速度较慢,但用途更广,因为它可以适应更多种类的粘合剂材料,并且通常是一个管理起来更简单的过程。
零件变形的风险
如果加热过快,粘合剂可能会在零件内部迅速汽化。这会产生内部气体压力,可能导致膨胀、变形甚至开裂。
因此,脱脂曲线必须缓慢而精确地增加斜率,特别是对于具有厚截面的零件,以允许粘合剂在不造成损坏的情况下逸出。
防止氧化和污染
在脱脂温度下,金属粉末如果暴露在氧气中,极易氧化。氧化会引入杂质,从而削弱最终烧结的零件。
为防止这种情况,该过程在真空下进行,或用惰性气体(如氮气或氩气)吹扫,以形成保护层。在某些情况下,会使用还原性气体(如氢气)来主动逆转可能发生的任何轻微氧化。
为您的目标做出正确的选择
您的脱脂策略应直接与您的生产目标和零件的具体特性保持一致。
- 如果您的主要重点是大批量生产: 催化脱脂通常是更优的选择,因为它速度快,前提是您可以管理化学和材料特定的要求。
- 如果您的主要重点是材料灵活性和更简单的操作: 热法脱脂是一种更具适应性和容错性的方法,适用于广泛的应用,包括研发。
- 如果您正在处理大型或厚壁零件: 缓慢、多阶段的热法脱脂循环对于安全去除粘合剂而不产生导致缺陷的内部压力至关重要。
掌握脱脂过程对于将易碎的生坯件转变为无缺陷、高性能的部件至关重要。
摘要表:
| 脱脂方法 | 主要机制 | 主要优势 | 理想用例 |
|---|---|---|---|
| 热法脱脂 | 热量在真空/惰性气体下汽化粘合剂 | 高材料灵活性,工艺更简单 | 研发、各种材料、厚壁零件 |
| 催化脱脂 | 反应性气体化学分解粘合剂 | 更快的循环时间,大批量生产 | 大批量MIM,兼容的粘合剂 |
准备好优化您的脱脂过程以获得无缺陷的烧结零件了吗?
KINTEK 专注于用于热处理的先进实验室炉和耗材。我们的解决方案提供了成功脱脂所需的精确温度和气氛控制,帮助您防止缺陷并实现卓越的零件密度。
立即联系我们的专家,讨论我们的设备如何增强您的金属注射成型(MIM)或增材制造工作流程。
图解指南