钢材退火的标准经验法则是,材料的每英寸最厚横截面浸泡一小时。然而,这仅仅是一个起点。正确的持续时间与目标温度和所处理的具体合金密不可分,因为最终目标不仅仅是加热钢材,而是从根本上改变其内部结构。
退火中最常见的错误是只关注时间。真正的成功取决于三个因素的精确相互作用:达到正确的温度,保持足够的时间以确保完整的内部转变,然后执行非常缓慢的冷却。
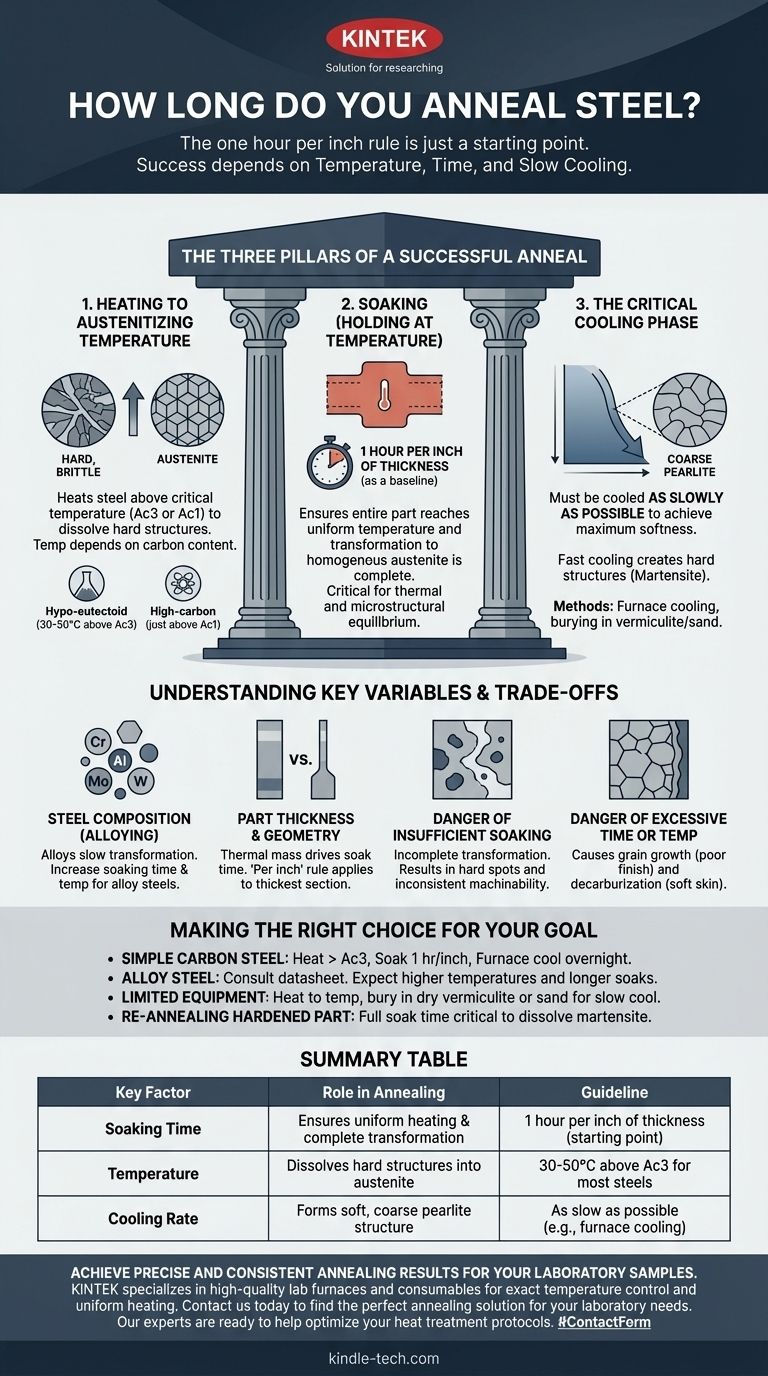
成功退火的三大支柱
退火是一个旨在实现一个主要目标的工艺:使钢材尽可能地柔软和具有延展性。这通过创建一种非常特定的内部微观结构——粗珠光体来实现。工艺的每个阶段都是形成该结构的有意步骤。
1. 加热至奥氏体化温度
第一步是将钢材加热到其临界转变温度以上。这会将硬而脆的结构(如渗碳体或马氏体)溶解成一种新的、均匀的晶体结构,称为奥氏体。
确切的温度至关重要,并取决于碳含量。
- 对于大多数碳钢和低合金钢(亚共析钢): 加热至上临界温度(称为 Ac3)以上约 30-50°C (50-90°F)。
- 对于高碳钢(过共析钢): 通常加热至略高于下临界温度(Ac1),以避免冷却时形成脆性碳化物网络。
正确掌握这个温度是不可商议的。温度过低,奥氏体转变将不完全。温度过高,则有晶粒过度生长的风险。
2. 浸泡(在温度下保持)
这是问题中“多久”的部分。浸泡期的主要目的是确保发生两件事:
- 整个零件,包括其核心,达到均匀的奥氏体化温度。
- 向均匀奥氏体结构的转变完全完成。
“每英寸厚度一小时”的规则是一个安全的指导方针,以确保这种热和微观结构平衡。对于一个2英寸厚的零件,在整个零件达到目标温度之后,您将浸泡2小时。
3. 关键冷却阶段
这可以说是实现最大软度最重要的阶段。浸泡后,钢材必须尽可能缓慢地冷却。
这种缓慢冷却允许奥氏体转变为所需的粗珠光体的大而软的结构。快速冷却会产生更硬的结构,如马氏体(淬硬),而中等冷却会产生更细、更坚韧的结构(正火)。
常见的慢速冷却方法包括将零件留在炉内并关闭电源(炉冷)或将热零件埋在蛭石、灰烬或干沙等绝缘材料中。
理解权衡和关键变量
“每英寸一小时”的规则是一个基准。实际应用需要根据几个因素调整配方。
钢材成分(合金化)
铬、钼或钨等合金元素会显著减慢转变过程。对于这些合金钢,浸泡时间和奥氏体化温度通常都需要超过普通碳钢的标准。务必查阅具体合金的数据表。
零件厚度和几何形状
热质量是这里的关键驱动因素。一个厚实的块状零件比相同材料的薄板需要更长的浸泡时间,以确保核心完全加热。“每英寸厚度”的规则适用于零件最厚的部分。
浸泡不足的危险
如果浸泡时间过短,奥氏体转变将不完全。由此产生的材料将有硬点和不一致的机械加工性,从而使退火的整个目的落空。
时间或温度过高的危险
将钢材在温度下保持过长时间,或在过高的温度下保持,会导致钢材的单个晶粒生长。这种晶粒生长会降低韧性,并在机械加工后导致不良的“橘皮”表面光洁度。
另一个显著的风险是脱碳,即碳从钢材表面渗出,留下柔软、脆弱的表层,可能需要通过机械加工去除。
根据您的目标做出正确选择
使用核心原则来指导您的过程。时间是确保完全转变的工具,而不是目的本身。
- 如果您正在退火简单的碳钢零件: 加热至略高于 Ac3,每英寸厚度浸泡一小时,然后让其在炉内缓慢冷却过夜。
- 如果您正在退火合金钢(例如,工具钢): 务必查阅制造商的数据表。预计会使用更高的温度和可能更长的浸泡时间。
- 如果您使用的设备有限: 将零件加热到正确的温度,然后将其埋在一个装有大量干蛭石或沙子的容器中,以确保缓慢、受控的冷却。
- 如果您正在对先前硬化的零件进行再退火: 完整的浸泡时间对于确保所有硬马氏体结构完全溶解和转变至关重要。
通过理解退火是一个受控转变的过程,您将从遵循配方转变为智能地设计材料的性能。
总结表:
| 关键因素 | 在退火中的作用 | 指导方针 |
|---|---|---|
| 浸泡时间 | 确保均匀加热和完全转变 | 每英寸厚度1小时(起点) |
| 温度 | 将硬结构溶解成奥氏体 | 大多数钢材高于Ac3 30-50°C |
| 冷却速率 | 形成柔软、粗大的珠光体结构 | 尽可能慢(例如,炉冷) |
为您的实验室样品实现精确一致的退火结果。
KINTEK 专注于提供高质量的实验室炉和耗材,它们提供可靠退火工艺所需的精确温度控制和均匀加热。无论您是使用碳钢还是复杂合金,我们的设备都能确保微观结构完全转变,以实现最大的软度和机械加工性。
立即联系我们,为您的实验室需求找到完美的退火解决方案。我们的专家随时准备帮助您优化热处理方案。
图解指南