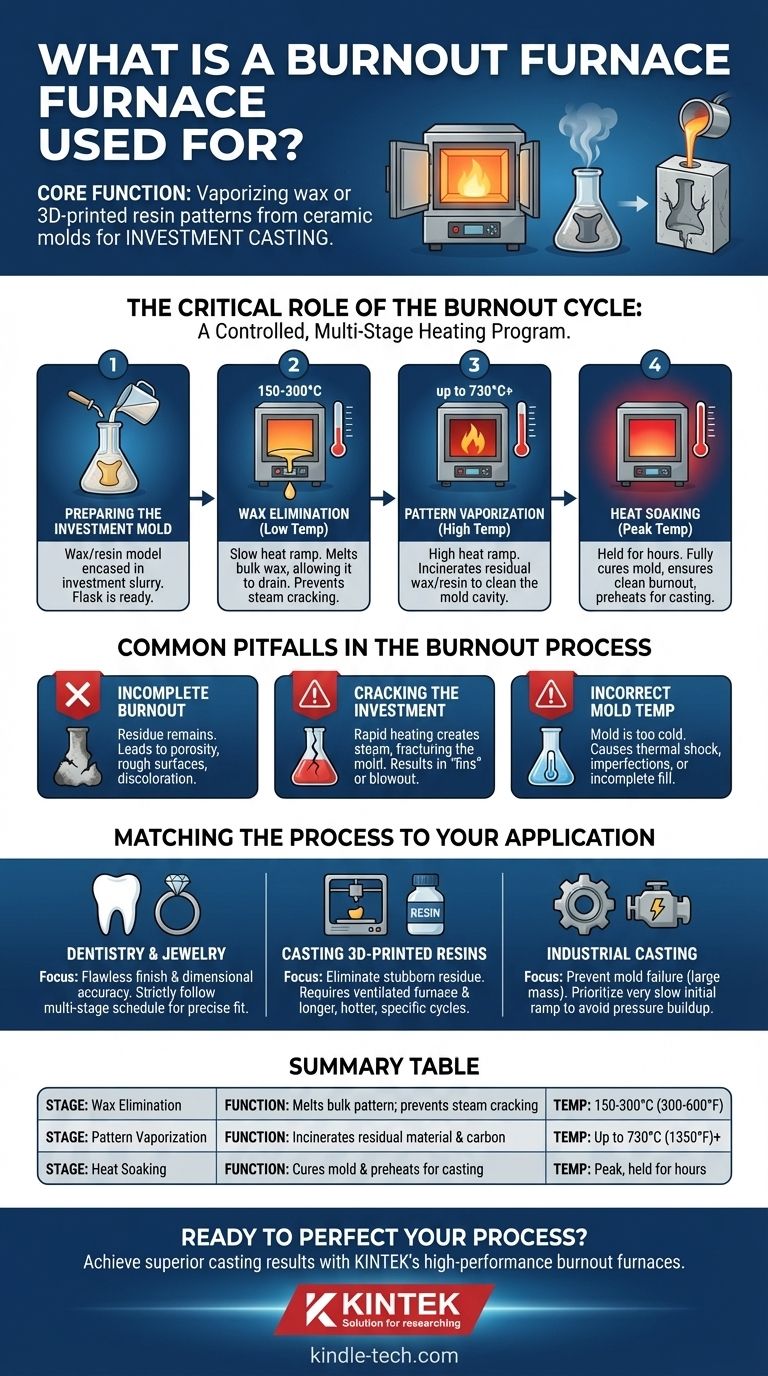
从本质上讲,燃尽炉是一种高温烤箱,用于将陶瓷模具中的蜡或 3D 打印树脂模具完全汽化。 这是“精密铸造”或“失蜡铸造”过程中最核心的步骤。炉子执行一个精确的多阶段加热程序,称为燃尽循环,它在模具内部形成一个完美的中空腔体,准备好填充熔融金属。
燃尽炉的真正目的不仅仅是熔化模具。它是执行一个受控的、有时-温序列,该序列可同时无痕迹地消除模具,并使模具在热学上做好接收熔融金属的准备,而不会开裂或产生缺陷。
燃尽循环的关键作用
牙冠、珠宝或精密工业零件的成功往往取决于燃尽循环的完美执行。整个过程是一个精心编排的热事件。
阶段 1:准备铸模(投资体)
在使用炉子之前,最终零件的蜡或树脂模型会被包裹在一种称为铸模料(investment)的类似石膏的浆料中。一旦这种铸模料变硬,整个坩埚就会被放入燃尽炉中。
阶段 2:蜡的去除(低温阶段)
炉子以缓慢而稳定的温度上升开始,通常升至约 150-300°C (300-600°F)。
此初始阶段的目标是熔化大部分蜡,使其从模具中排出。如果在此阶段升温过快,被困住的水分会变成蒸汽,导致铸模开裂。
阶段 3:模具汽化(高温阶段)
在初始阶段之后,温度会显著升高,通常达到 730°C (1350°F) 或更高,具体取决于材料。
这个高温阶段真正定义了“燃尽”。它会烧毁和汽化模具腔内残留的任何蜡、树脂或碳残留物。一个干净的模具是获得干净铸件的必要条件。
阶段 4:保温(峰值温度)
炉子在峰值温度下保持模具数小时,这一阶段称为“保温(heat soaking)”。
这个关键步骤有两个作用:确保模具的最后一个分子都被消除,并使铸模完全固化和强化。它还将模具本身带到铸造的最佳温度,这可以防止熔融金属在浇注时冷却得太快。

燃尽过程中的常见陷阱
燃尽循环是一个精确的过程。偏离正确的程序会引入可能毁坏最终产品的缺陷。
燃尽不完全
如果炉子未达到正确的温度或保持时间不够长,模具内将残留微小的碳残留物。这会导致最终金属铸件出现孔隙率、表面粗糙和变色。
铸模开裂
加热模具过快,尤其是在初始低温阶段,是最常见的失效原因。蒸汽的快速膨胀会在铸模中产生裂纹,这些裂纹会被金属填充,导致出现不需要的“飞边”或完全爆裂。
错误的模具温度
未能正确保温模具意味着在引入熔融金属时模具太冷。这种热冲击可能导致表面缺陷,或导致金属在充满整个型腔之前凝固,从而导致零件不完整。
根据您的应用匹配工艺
您的最终目标决定了您如何进行燃尽循环。每个应用都有其独特的敏感点。
-
如果您的主要重点是牙科或珠宝: 您的目标是无瑕的表面光洁度和尺寸精度。您必须严格遵循铸模料制造商推荐的多阶段燃尽时间表,因为即使是微小的偏差也会影响配合度或光洁度。
-
如果您的主要重点是铸造 3D 打印树脂: 您的主要挑战是消除树脂可能产生的顽固残留物和灰烬。您需要一个通风良好的炉子和一个更长、通常更热的燃尽循环,专门用于“可铸造”树脂,以确保模具腔体干净。
-
如果您的主要重点是大型工业铸造: 您最大的风险是由于质量大而导致的模具失效。优先考虑非常缓慢和渐进的初始升温,以允许水分和蜡逸出,而不会在铸模内积聚破坏性的压力。
归根结底,掌握燃尽炉就是掌握完美铸件的基础。
摘要表:
| 燃尽阶段 | 关键功能 | 典型温度范围 |
|---|---|---|
| 蜡的去除 | 熔化主体模具材料;防止蒸汽开裂 | 150-300°C (300-600°F) |
| 模具汽化 | 烧毁残留的蜡/树脂和碳残留物 | 高达 730°C (1350°F) 或更高 |
| 保温 | 固化模具并为其铸造预热 | 峰值温度保持数小时 |
准备完善您的精密铸造工艺了吗? 精确的燃尽循环是实现无瑕珠宝、牙科修复体和工业零件的关键。KINTEK 专注于高性能燃尽炉,专为您的特定应用而设计,确保完全消除模具并优化模具准备工作。立即联系我们的专家,找到适合您实验室需求的理想炉子,并获得卓越的铸造效果。
图解指南