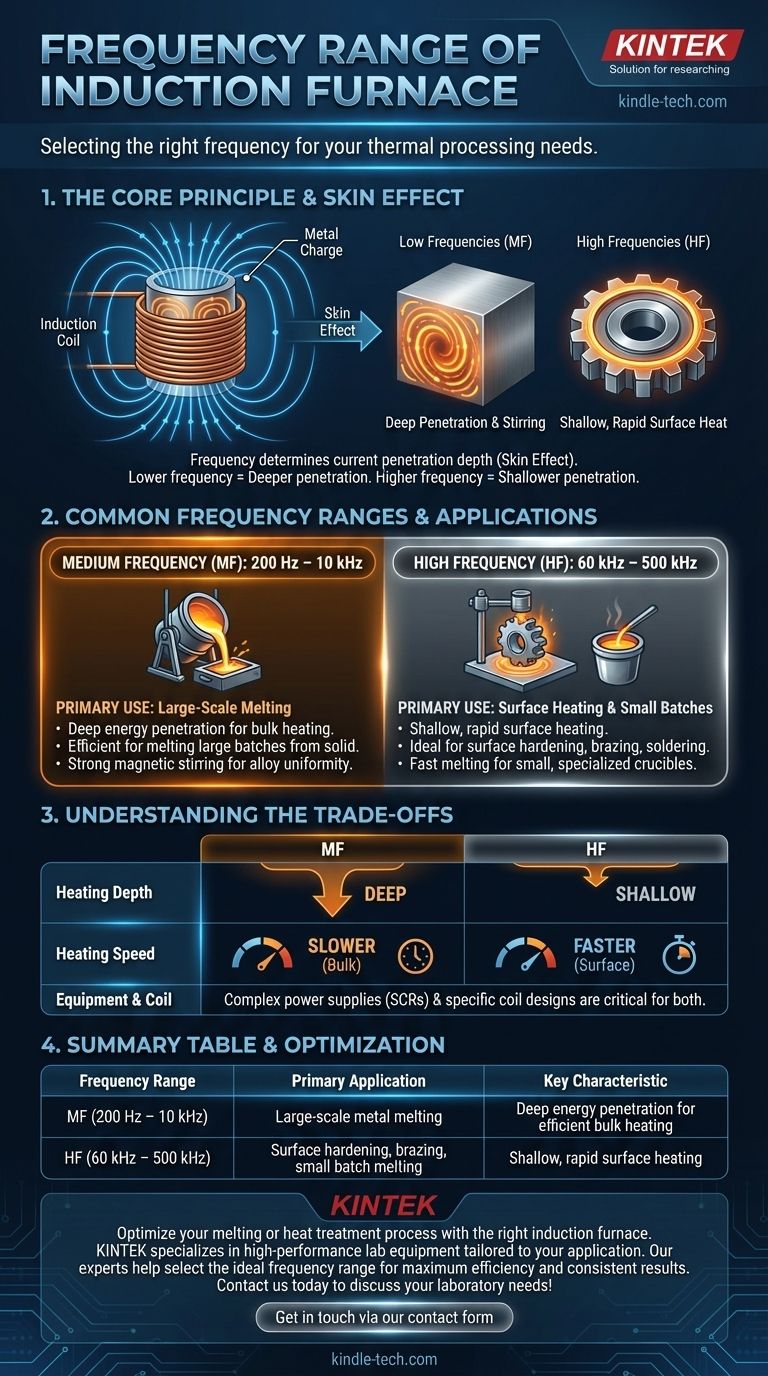
感应炉的频率不是一个单一值,而是根据其预期应用分为不同的范围。用于大规模熔炼的炉子在中频(MF)范围运行,通常为200 Hz至10 kHz。相比之下,用于表面加热或更小、更精确熔炼任务的系统在高频(HF)范围运行,可以从60 kHz到500 kHz。
频率的选择是一个关键的工程决策,它决定了炉子的主要功能。较低的频率能更深入地穿透金属以熔化大量金属,而较高的频率则将能量集中在表面附近,用于快速加热或处理小批量金属。
为什么频率是决定性因素
为了理解不同的频率范围,我们必须首先理解感应加热的核心原理以及频率如何直接控制其行为。
感应加热原理
感应炉的工作原理类似于变压器。由交流电供电的初级线圈产生一个强大、快速变化的磁场。待加热的金属(“炉料”)被放置在此磁场中,有效地成为次级线圈。
这个磁场在金属内部感应出强大的电流,称为涡流。金属对这些涡流流动的固有电阻产生巨大的热量,使其熔化。
关键的“趋肤效应”
电源的工作频率直接决定了这些涡流穿透金属的深度。这种现象被称为趋肤效应。
在高频下,涡流被迫在材料表面附近的薄层中流动。在低频下,电流可以更深入地穿透金属核心。
磁力搅拌以实现均匀性
这个过程的另一个好处是自然的搅拌作用。磁场和涡流产生的力使熔融金属循环,确保温度均匀和合金成分一致。

常见频率范围及其应用
“趋肤效应”是感应系统针对特定频段进行工程设计的原因。每个频段都针对不同类型的热处理进行了优化。
中频(MF)炉:200 Hz – 10 kHz
这是大多数铸造厂和金属熔炼操作的主力范围。较低的频率允许能量深入穿透炉料。
这种深层穿透对于高效熔化大量固态金属至关重要。强大的磁场还会产生强烈的搅拌作用,这对于混合合金非常理想。
高频(HF)炉:60 kHz – 500 kHz
当需要快速局部加热时,会使用高频系统。浅层能量穿透非常适合不涉及熔化大量金属的应用。
常见的用途包括钢件表面硬化、钎焊、焊接以及熔化非常小、特殊的批量材料,在这些应用中,速度比深层加热更重要。
理解权衡
选择频率是加热深度、速度和设备考虑之间的平衡。这不是一个一刀切的决定。
穿透深度与加热速度
这是基本的权衡。中频炉能彻底加热整个炉料,但将大质量加热到所需温度需要更长时间。高频系统几乎可以瞬间加热表层,但对于熔化大块固体金属效率低下。
设备复杂性
电源和控制系统是关键组件。这些系统必须可靠地生成指定的频率和功率,通常使用复杂的集成电路和可控硅整流器(SCR)来管理高电气负载。高频电源可能更复杂且成本更高。
线圈设计
感应线圈本身必须根据炉子的工作频率和炉料的形状进行专门设计。设计不当的线圈效率会非常低,无论电源的性能如何,都可能导致性能不佳。
为您的应用做出正确选择
最佳频率完全取决于您的材料和工艺目标。
- 如果您的主要重点是熔化大量金属(例如,铸造厂):您需要深层能量穿透以提高效率,因此中频炉是标准选择。
- 如果您的主要重点是表面处理(例如,齿轮渗碳):您需要精确、浅层加热,因此高频系统是正确的工具。
- 如果您的主要重点是快速熔化小批量特殊材料:对于小型坩埚和贵金属,高频炉可能更高效、更快。
了解频率与加热深度之间的直接关系,使您能够为特定工业过程选择最有效的技术。
总结表:
| 频率范围 | 主要应用 | 主要特点 |
|---|---|---|
| 中频(200 Hz – 10 kHz) | 大规模金属熔炼 | 深层能量穿透,实现高效批量加热 |
| 高频(60 kHz – 500 kHz) | 表面硬化、钎焊、小批量熔炼 | 浅层、快速表面加热 |
使用合适的感应炉优化您的熔炼或热处理过程。
在 KINTEK,我们专注于提供高性能实验室设备,包括根据您的具体应用量身定制的感应炉——无论您是熔化大批量材料还是进行精确的表面处理。我们的专家将帮助您选择理想的频率范围,以最大限度地提高效率,确保均匀加热,并获得一致的结果。
立即联系我们,讨论您的实验室需求,并了解我们可靠的解决方案如何提高您的生产力。通过我们的联系表格与我们取得联系,进行个性化咨询!
图解指南