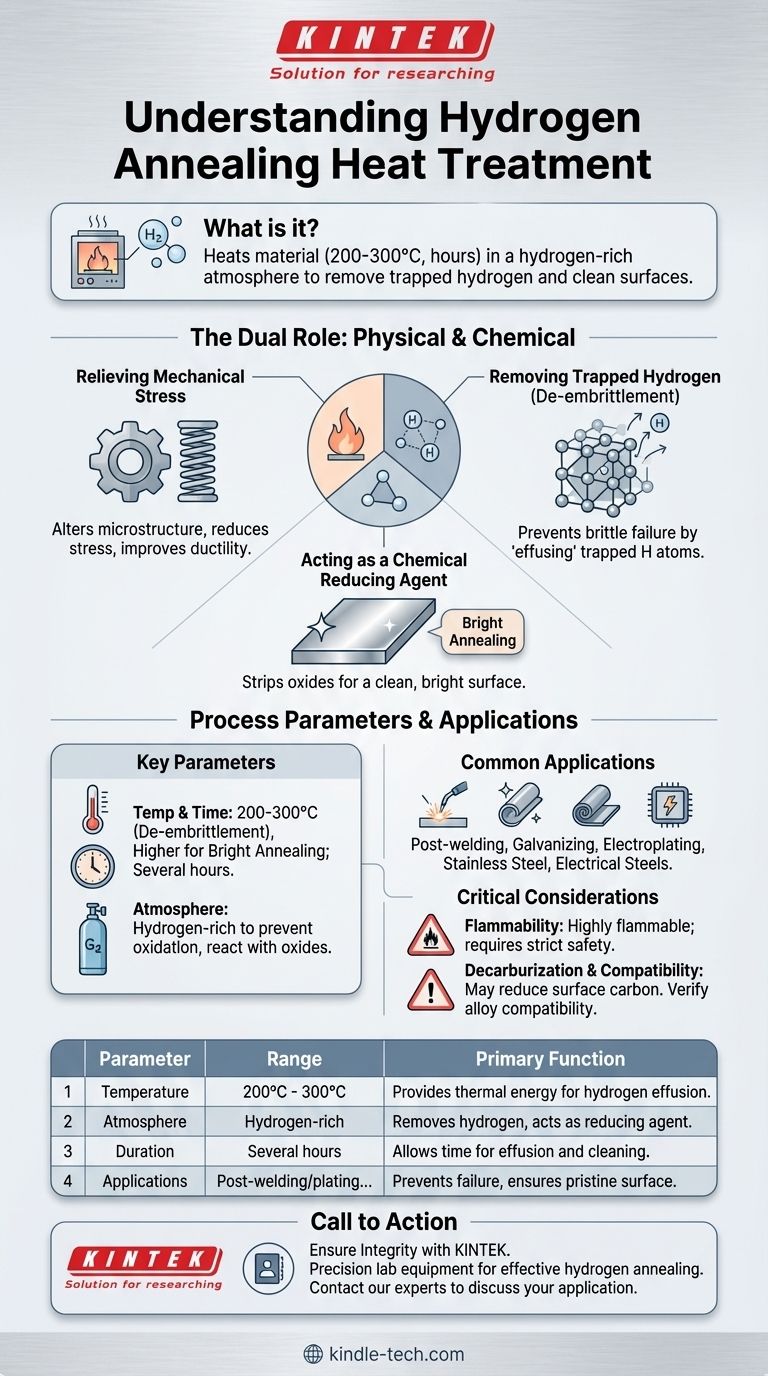
简而言之,氢退火是一种热处理工艺,在充满富氢气氛的炉内将材料加热至 200°C 至 300°C 之间数小时。该工艺主要设计用于去除可能导致金属变脆的夹带氢原子,这种现象称为氢脆。它通常在焊接、涂层或镀锌等可能将氢引入材料的工艺之后进行。
氢退火的核心目的有两个:它通过物理去除夹带的氢气来防止材料失效,同时利用氢气作为还原剂去除氧化物,从而在化学上清洁金属表面。
氢退火的双重作用
与主要针对材料内部结构的标准退火不同,氢退火为该工艺增加了一个关键的化学组成部分。它同时解决了金属内部的物理应力和其表面的化学成分。
缓解机械应力
与所有退火工艺一样,这种处理会加热金属以改变其微观结构。这会降低内部应力、降低硬度,并显著提高延展性。材料将更不易开裂,也更容易成型或加工。
去除夹带的氢气(除脆)
其决定性特征是它能够对抗氢脆。在焊接或电镀过程中,微小的氢原子会扩散到金属的晶格中。这些被困住的原子会在内部产生巨大的压力点,使原本坚韧的材料变得脆弱。
通过在炉内加热部件,氢原子获得足够的能量,可以扩散回材料外部,这个过程称为析出。这有效地消除了脆化的根源。
作为化学还原剂的作用
氢气氛不是惰性的;它具有很高的反应活性。在高温下,氢气会与氧气剧烈反应。这意味着它会剥离金属表面的氧化物(如铁锈),使其完美清洁和光亮。
这种“光亮退火”效果对于不锈钢或电工钢等材料至关重要,因为它们需要完美、无氧化物的表面以确保性能和外观。

了解工艺参数
处理的有效性取决于对环境和时间的仔细控制。
关键参数:温度和时间
为了达到去除氢气的特定目标,相对较低的 200°C 至 300°C 温度范围就足够了。该过程需要维持数小时,以便有足够的时间让氢气逸出。
对于旨在改变晶粒结构的光亮退火,温度要高得多,通常超过材料的再结晶点,但低于其熔点。
受控气氛
整个过程必须在一个密闭的炉内进行,将空气替换为富氢气氛。这可以防止氧气与热金属反应,否则会产生氧化皮,从而达不到获得清洁表面的目的。
常见应用
该方法主要用于已知会引入氢气的制造工艺之后。关键应用包括最近经过焊接、镀锌或电镀的部件。它对于生产高纯度金属以及实现电工钢和某些不锈钢所需的特定表面性能也至关重要。
关键考虑因素和权衡
尽管氢退火功能强大,但它也带有独特的风险,并非万能的解决方案。
氢气的易燃性
氢气极易燃,需要专业的炉设备和严格的安全规程。管理这种风险是主要的运营关注点和成本因素。
意外脱碳
氢气可能与钢合金中的碳反应,将其从表面去除。虽然这种脱碳有时是可取的,但它也可能意外地软化需要高硬度的部件表面,这一点必须仔细管理。
材料兼容性
该工艺对黑色金属(如钢)和某些有色金属(如铜)最有效。然而,必须评估其与其他合金的相互作用,以确保它不会产生意外的负面冶金影响。
根据您的目标做出正确的选择
要正确应用此工艺,您必须首先确定您的主要目标。
- 如果您的主要重点是防止制造后的脆化: 在焊接或电镀后立即使用低温(200-300°C)的氢气烘烤,以驱除夹带的氢气。
- 如果您的主要重点是实现完美、无氧化物的表面: 采用较高温度的光亮退火工艺,其中氢气氛充当还原剂。
- 如果您的主要重点是整体应力消除和软化: 氢退火可以实现这一点,但如果不需要无氧化物表面,则在惰性气体或真空中进行更简单的退火过程可能是更安全、更具成本效益的替代方案。
最终,氢退火是一种专业工具,当控制金属的物理性能和表面化学性质绝对关键时使用。
摘要表:
| 关键参数 | 典型范围 | 主要功能 |
|---|---|---|
| 温度 | 200°C - 300°C (用于除脆) | 为氢气扩散出提供热能。 |
| 气氛 | 富氢气体 | 去除氢气并充当氧化物的还原剂。 |
| 持续时间 | 数小时 | 为氢气析出和表面清洁提供足够的时间。 |
| 常见应用 | 焊接后、电镀后、不锈钢、电工钢 | 防止失效并确保完美、无氧化物的表面。 |
确保您的金属部件的完整性和性能。
氢脆可能导致灾难性和意外的材料失效。KINTEK 专注于提供有效进行氢退火和其他关键热处理所需的精确实验室设备和炉解决方案。我们的专业知识确保您可以安全可靠地去除夹带的氢气,获得光亮、清洁的表面,并消除内部应力。
立即联系我们的专家 [#ContactForm],讨论您的具体应用并找到适合您实验室需求的解决方案。
图解指南