烧结没有单一的最低温度。这是因为烧结不像水的冰点那样是一个固定的物理事件,而是一个完全取决于被加热材料的过程。烧结是由原子扩散驱动的,而原子扩散在塑料、金属和陶瓷中发生在截然不同的温度下。
需要理解的关键概念是,烧结温度与材料的熔点相关。根据经验法则,有效的烧结发生在材料绝对熔化温度的50%到80%之间,这使得原子能够将颗粒融合在一起,而材料不会失去其形状。
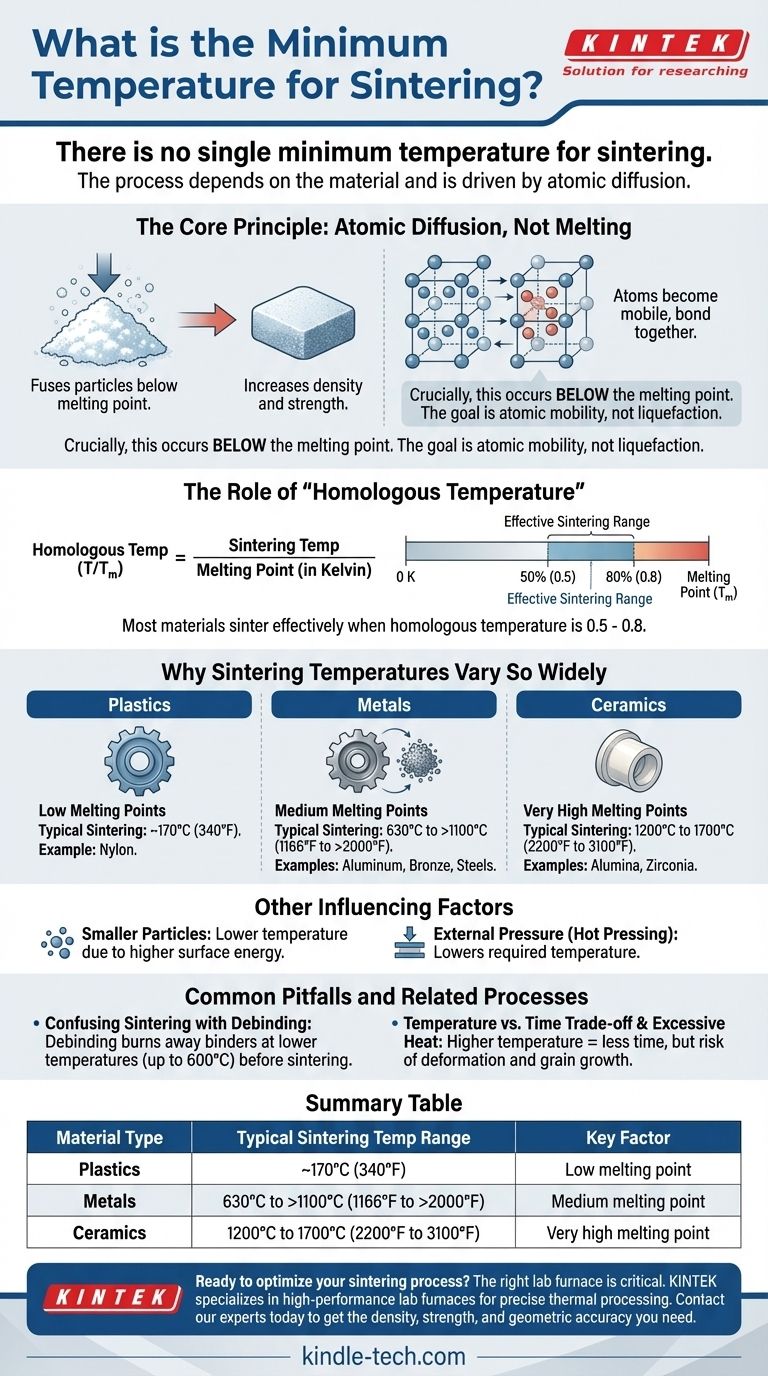
核心原理:原子扩散,而非熔化
烧结到底是什么
烧结是一种热处理过程,它将材料颗粒融合在一起,从而增加密度和强度。
想象一下将一把松散的雪压在一起形成一个坚实的雪球。烧结中的热量和压力在原子层面实现了类似的效果,将单个颗粒结合成一个固体块。
关键是,这发生在低于材料熔点的温度下。目标是使原子足够移动以形成键合,而不是将材料变成液体。
“同源温度”的作用
理解烧结温度的关键是同源温度的概念。
这是烧结温度与材料熔点之比,两者都以绝对温标(开尔文)测量。
大多数材料在达到0.5到0.8(或50%到80%)的同源温度时开始有效烧结。这个范围提供了足够的热能,使原子能够跨越颗粒边界扩散并填充它们之间的空隙。

为什么烧结温度差异如此之大
由于烧结温度是熔点的一个百分比,材料熔点之间的巨大差异导致烧结温度的范围同样广泛。
材料类型是主要因素
- 塑料:由于熔点较低,一些塑料如尼龙可以在低至170°C (340°F) 的温度下烧结。
- 金属:普通金属需要显著更多的热量。一项分析中提到的630°C对于铝或青铜合金来说是典型的,而钢则需要超过1100°C (2000°F) 的温度。
- 陶瓷:由于熔点极高,氧化铝或氧化锆等陶瓷需要非常高的烧结温度,通常在1200°C至1700°C (2200°F至3100°F) 之间。
其他影响因素
虽然材料类型是主导因素,但其他因素可以调整所需的温度。
较小的颗粒具有较高的表面能,因此会比较大的颗粒在稍低的温度下烧结。在加热过程中施加外部压力(称为热压)也可以降低所需的温度。
常见误区和相关工艺
将烧结与脱脂混淆
脱脂是一些金属和陶瓷制造形式中使用的单独的预处理步骤。
此过程使用低热(通常高达600°C)来烧掉在生坯状态下将颗粒结合在一起的聚合物“粘合剂”。实际的烧结只有在脱脂阶段完成后并将温度升高得多之后才开始。
温度与时间的权衡
烧结是温度和时间的函数。
通常可以通过在稍低的温度下烧结更长时间来达到相似的密度。相反,更高的温度可以在更短的时间内达到相同的结果。这种权衡对于工艺优化至关重要。
过热的风险
使用过高或过接近熔点的温度可能有害。它可能导致零件塌陷或变形,失去其预期的形状。它还可能导致材料微观结构中晶粒过度生长,这通常会导致不良的机械性能,如脆性。
为您的目标做出正确的选择
要确定正确的温度,您必须首先定义您的材料和您的目标。
- 如果您的主要重点是使用已知材料:从该材料的既定行业标准开始,该标准将落在其绝对熔点范围的50-80%之间。
- 如果您的主要重点是优化工艺:仔细探索温度和时间之间的权衡。较低的温度和较长的持续时间可以防止不必要的晶粒生长并改善最终零件的性能。
- 如果您的主要重点是排除零件变形故障:您的温度几乎肯定过高。降低温度以确保您远低于材料的熔点,以保持几何精度。
最终,理解烧结是原子运动的过程,使您能够通过智能地平衡温度、时间和材料特性来控制结果。
总结表:
| 材料类型 | 典型烧结温度范围 | 关键因素 |
|---|---|---|
| 塑料 | ~170°C (340°F) | 低熔点 |
| 金属 | 630°C 至 >1100°C (1166°F 至 >2000°F) | 中等熔点 |
| 陶瓷 | 1200°C 至 1700°C (2200°F 至 3100°F) | 极高熔点 |
准备好优化您的烧结工艺了吗?合适的实验室炉对于为您的特定材料实现温度和时间的完美平衡至关重要。KINTEK 专注于高性能实验室炉和耗材,专为塑料、金属和陶瓷的精确热处理而设计。立即联系我们的专家,讨论您的应用,并确保您获得所需的密度、强度和几何精度。
图解指南