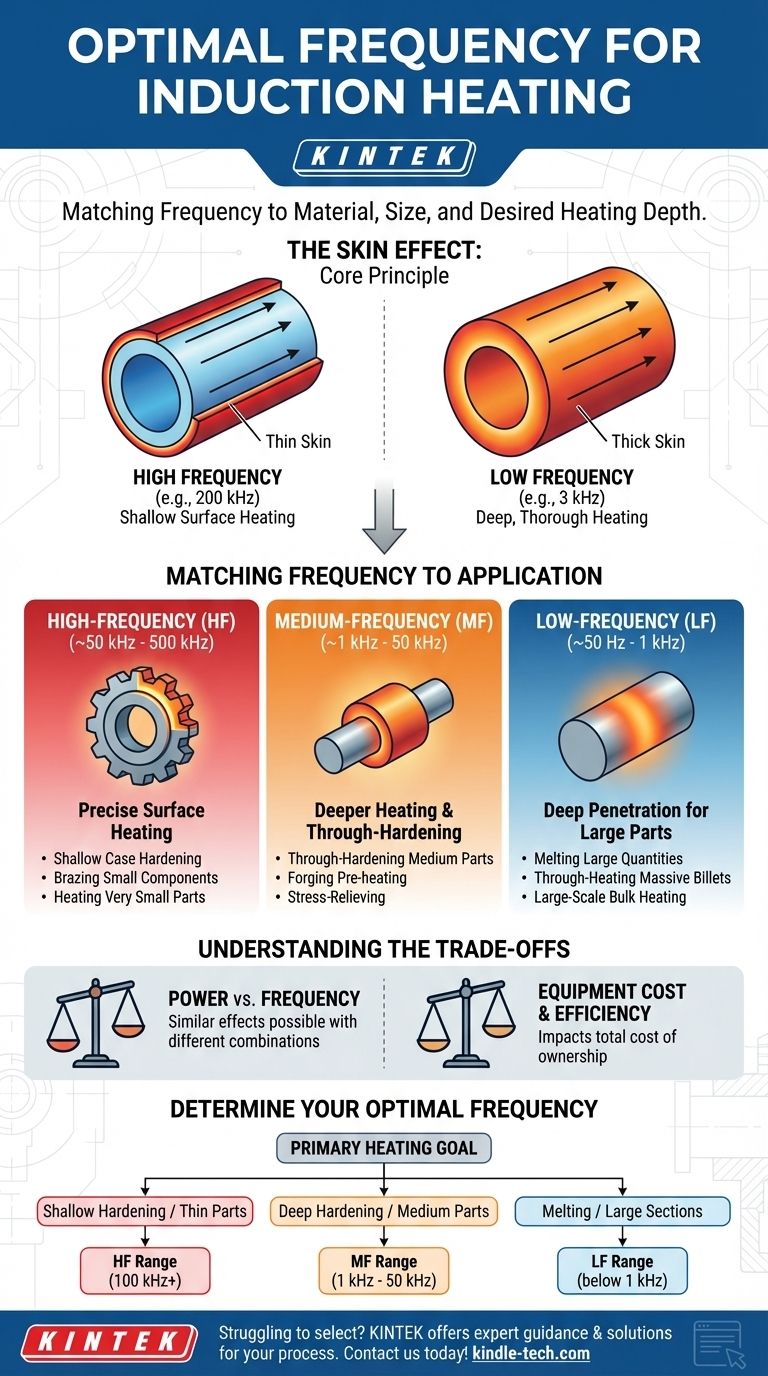
感应加热没有单一的最佳频率。相反,理想的频率完全取决于材料、零件尺寸,最重要的是所需的加热深度。通常,高频系统在50 kHz到500 kHz之间运行,但正确的选择是物理和工艺要求的仔细平衡。
需要理解的核心原则是:较高的频率加热零件表面较浅的层,而较低的频率则穿透更深。“最佳”频率是能够将热能精确集中在您特定应用所需位置的频率。
核心原则:趋肤效应
选择感应加热频率的整个科学都围绕着一种被称为趋肤效应的现象。理解这一点对于做出明智的决定至关重要。
什么是趋肤效应?
当交流电(AC)流过导体时,它不会均匀地使用整个横截面。电流密度在表面最高,并向中心呈指数级下降。
这意味着电流产生的热量也集中在这个外部的“皮肤”中。
频率如何控制加热深度
这个“皮肤”的厚度直接由交流电的频率控制。这种关系简单且呈反比:
- 高频(例如,200 kHz):产生非常薄的“皮肤”。这导致零件表面立即快速、集中加热。
- 低频(例如,3 kHz):产生更厚的“皮肤”。这使得热量能够更深入地在零件内部产生,从而实现更慢、更彻底的加热。
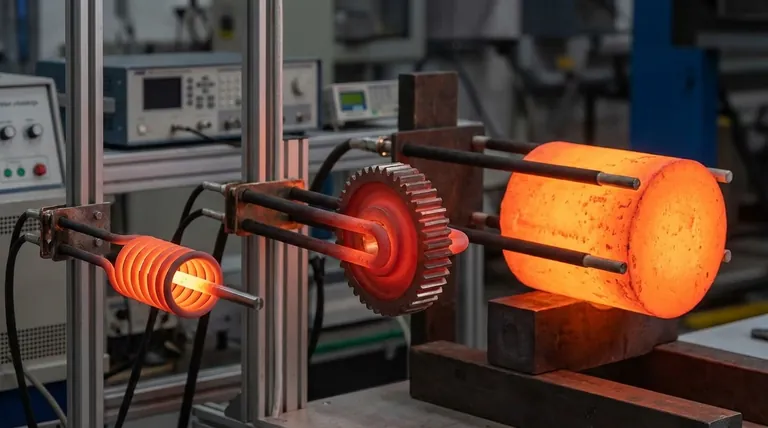
将频率与您的应用相匹配
不同的加热工艺对热量放置有根本不同的要求,这使得频率选择成为主要变量。
高频(HF)应用(约50 kHz - 500 kHz)
此范围非常适合需要精确表面加热的应用。浅加热深度非常适合处理零件的外层,而不会影响核心的性能。
常见用途包括浅层表面淬火、小型部件钎焊以及快速加热非常小的零件。
中频(MF)应用(约1 kHz - 50 kHz)
也称为超音频(SAF)范围,这是一个多功能的中间地带。它提供更深的加热深度,适用于较大的零件或需要不仅仅是表面处理的应用。
此范围常用于中型零件的整体淬火、锻造预热和应力消除。
低频(LF)应用(约50 Hz - 1 kHz)
低频是加热非常大、厚零件的解决方案,能量必须深入渗透到材料的核心。
主要应用是熔化大量金属、锻造大型钢坯的整体加热以及其他大规模的整体加热任务。
理解权衡
技术上“完美”的频率并不总是最实用或最经济的选择。
功率与频率
对于某些应用,可以通过不同的功率和频率组合实现类似的加热效果。例如,如果目标只是将热量导入零件,那么中频高功率系统可能与高频低功率系统达到类似的效果。
设备成本和效率
频率的选择直接影响感应电源和匹配线圈的成本和复杂性。您必须考虑总拥有成本,而不仅仅是理论上的最佳值。适合您工艺的最佳频率可能是符合您预算的设备所提供的频率。
如何确定您的最佳频率
根据您的加热过程的主要目标做出决定。
- 如果您的主要重点是浅层表面淬火或加热非常薄的零件:请在高频(HF)范围(100 kHz以上)开始搜索。
- 如果您的主要重点是深层表面淬火或整体加热中型零件:中频(MF)系统是最可能的解决方案(1 kHz - 50 kHz)。
- 如果您的主要重点是熔化或加热非常大、厚的横截面:您必须在低频(LF)范围(低于1 kHz)操作。
最终,选择正确的频率是关于精确控制加热的位置和深度。
总结表:
| 频率范围 | 加热深度 | 理想应用 |
|---|---|---|
| 高频 (50-500 kHz) | 浅 (表面) | 浅层表面淬火,小型零件钎焊 |
| 中频 (1-50 kHz) | 中等 | 整体淬火,锻造预热 |
| 低频 (50 Hz-1 kHz) | 深 (整体) | 熔化,加热大型钢坯 |
在为您的感应加热过程选择合适的频率时遇到困难? KINTEK 专注于实验室设备和耗材,提供专业的指导和量身定制的解决方案,以满足您特定的材料和应用需求。无论您是处理小型组件还是大型项目,我们的团队都可以帮助您优化加热过程,以实现最高的效率和性能。 立即联系我们,讨论您的要求,并了解 KINTEK 如何提升您实验室的能力!
图解指南