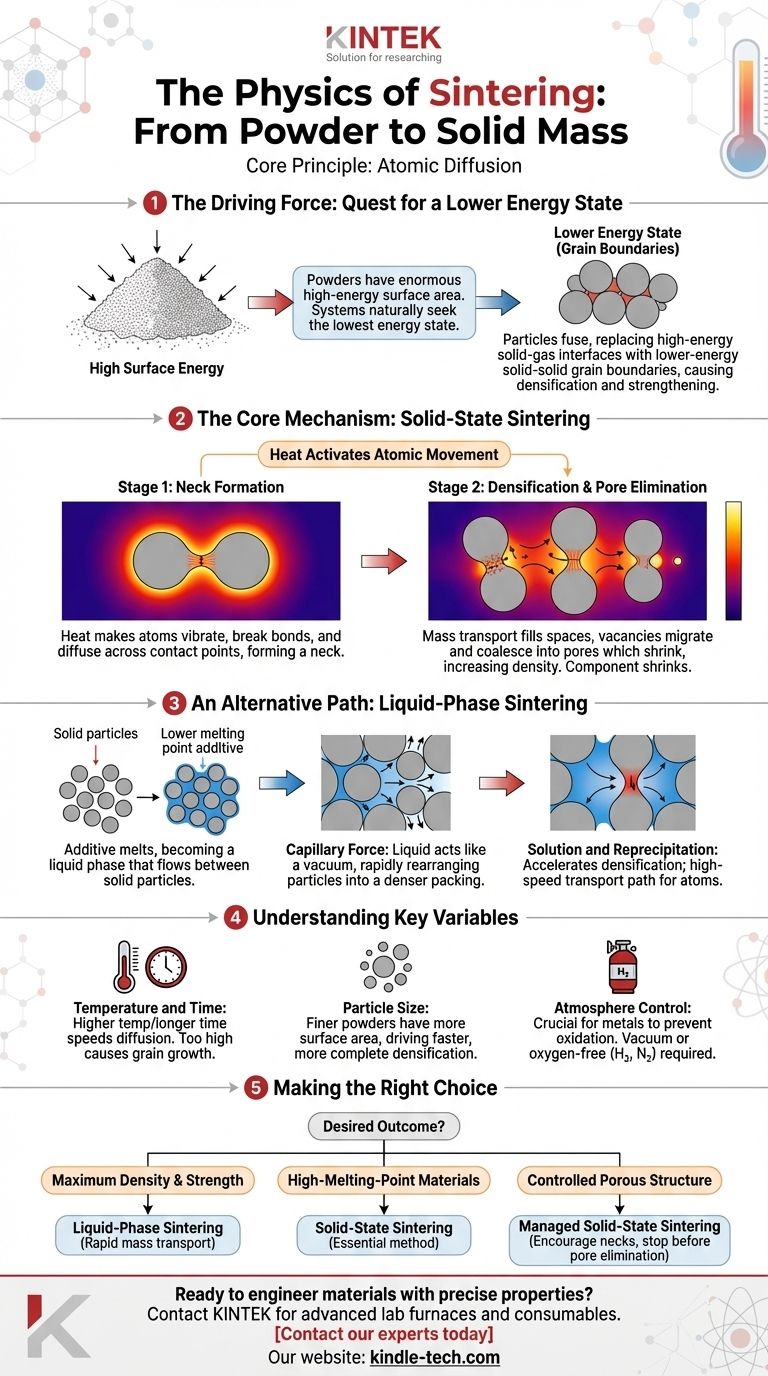
从本质上讲,烧结的物理学是关于原子扩散的。 它是一个热激活过程,其中材料的单个颗粒在低于其熔点的温度下被加热,相互融合。增加的热量使原子有足够的能量在颗粒接触的边界处迁移,逐渐消除它们之间的空隙,形成单一的、致密的固体块。
烧结的根本驱动力是表面能的降低。大量细粉末具有巨大的高能表面积。通过加热粉末,您可以使原子移动,并用较低能量的固-固界面(称为晶界)取代高能的固-气界面,从而导致材料致密化和强度提高。
驱动力:为什么会发生烧结
追求更低的能量状态
一堆细粉末相对于其体积具有极高的表面积。从热力学角度来看,这种表面代表着一种高能状态。就像球滚下山一样,物理系统自然会寻求尽可能低的能量状态。
烧结是使粉末压块向这种较低能量状态移动的机制。
用晶界取代表面
该过程通过消除单个粉末颗粒的表面积来实现。当颗粒融合在一起时,曾经暴露在炉内气氛中的表面会转变为晶体之间的内部边界,即晶界。
固-固晶界比固-气表面具有显著更低的能量。系统能量的这种净减少是整个烧结过程的基本热力学驱动力。

核心机制:固相烧结
用热量激活原子运动
热量为烧结的发生提供了动能。虽然温度保持在材料熔点以下,但它足以使原子在其晶格内剧烈振动。
这种振动使得原子能够断裂键,移动到相邻的空位(空隙)中,并随着时间的推移在材料中扩散。
第一阶段:颈部形成
在过程的最开始,颗粒仅在微小的点接触。当施加热量时,原子开始在这些接触点扩散。
这种物质的移动在相邻颗粒之间形成一座小的桥梁,或“颈部”。这些颈部的形成是粉末熔合成连贯结构的第一步。
第二阶段:致密化和孔隙消除
随着过程的继续,物质传输在大范围内发生。原子从颗粒主体向生长的颈部移动,有效地填充了它们之间的空间。
同时,空隙(原子留下的空白)会从生长的颈部迁移并聚集形成孔隙,然后孔隙会收缩并逐渐消除。这使得整个部件收缩并增加密度,这是在初始模具设计中必须考虑的一个关键特征。
替代路径:液相烧结
当液体提供帮助时
在某些工艺中,将熔点较低的添加剂与主要粉末混合。加热时,该添加剂熔化并成为液体相,流入固体颗粒之间的空间。
这种方法称为液相烧结,它极大地加速了致密化过程。
毛细管力的作用
液体润湿固体颗粒的表面,产生强大的毛细管力。这些力就像一个强大的真空,将颗粒拉在一起,并迅速将它们重新排列成更密集的堆积结构。
溶解和再沉淀
液相也充当原子的高速传输路径。来自主要颗粒的固体物质可以在高压接触点溶解到液体中,然后在颗粒之间的低压颈部区域再沉淀(再固化)。
这种溶液-再沉淀机制比固相扩散移动物质的速度快得多,从而可以实现更快的加工,并通常达到接近完全的密度。
理解关键变量
温度和时间
烧结是温度和时间的函数。较高的温度为扩散提供了更多的能量,加快了过程。但是,如果温度过高,可能会导致不希望的晶粒长大,从而削弱最终部件的强度。较低的温度可以达到相同的结果,但需要在炉中停留更长的时间。
粒度
初始粉末特性至关重要。更细的粉末具有更大的表面积,这增加了烧结的热力学驱动力。这使得在给定温度下烧结过程更快、更完全。
气氛控制
炉内气氛起着至关重要的作用。大多数金属在烧结温度下会迅速氧化。颗粒表面上的氧化层充当阻碍原子扩散的屏障,从而完全停止烧结过程。因此,烧结通常在真空或受控的无氧气氛(例如氢气或氮气)中进行。
根据您的目标做出正确的选择
您利用的物理学完全取决于最终部件所需的性能。
- 如果您的主要关注点是最大的密度和强度: 液相烧结通常是更优的选择,因为其快速的物质传输机制在消除孔隙方面非常有效。
- 如果您的主要关注点是加工高熔点材料: 固相烧结是必不可少的方法,因为对于钨或钼等材料,制造有用的液相通常是不切实际的。
- 如果您的主要关注点是制造受控的多孔结构(例如用于过滤器或自润滑轴承): 您必须仔细管理固相烧结,鼓励颗粒之间形成颈部,同时在孔隙消除之前停止过程。
通过了解这些物理驱动因素,您可以控制工艺变量,以工程出具有精确微观结构和所需性能的材料。
总结表:
| 烧结类型 | 关键机制 | 最适合 |
|---|---|---|
| 固相 | 颗粒颈部间的原子扩散 | 高熔点材料(例如钨) |
| 液相 | 毛细管力和溶液-再沉淀 | 实现最大密度和强度 |
准备好用精确的性能来设计材料了吗?
了解烧结的物理学是第一步。将其应用于实现满足您特定应用所需的完美密度、强度和微观结构,需要正确的设备和专业知识。
KINTEK 专注于满足您所有烧结需求的高级实验室炉和耗材。无论您是处理高温陶瓷还是需要精确气氛控制的金属,我们的解决方案都旨在提供一致、可靠的结果。
立即联系我们的专家,讨论我们如何帮助您优化烧结过程并实现您的材料科学目标。
图解指南