等静压的典型压力因方法而异。 对于最常见的冷等静压(CIP),压力范围为1,035至4,138巴(15,000至60,000磅/平方英寸)。其他方法,如温等静压或热等静压,则使用不同的压力和温度组合来实现特定的材料性能。
等静压的关键因素不是单一的通用压力值,而是所施加压力的均匀性。所需的具体压力由所选方法(冷、温或热)和待加工材料决定。
“等静压”的真正含义
“等静压”一词是理解整个过程的关键。它定义了施加力的方式,直接影响最终产品的质量和均匀性。
均匀性原理
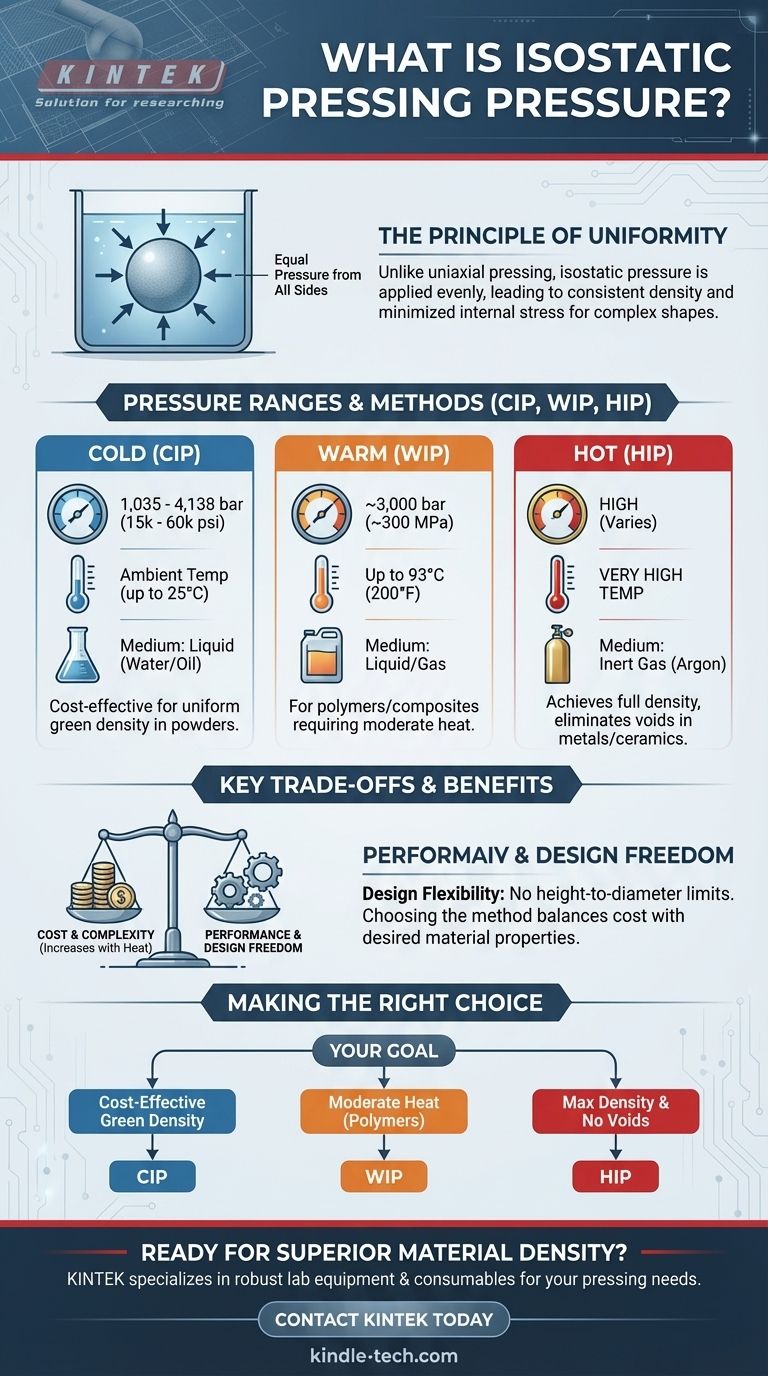
等静压定义为从各个方向均匀施加的压力。一个简单的类比是物体浸没在深水中;水压同时以相等的力量施加到物体的每个表面。
这种均匀性是通过使用流体或气体作为传压介质来实现的。
对材料密度的影响
在传统的单轴压制中,压力来自一个或两个方向。这可能会产生密度变化和内应力,尤其是在复杂形状中。
等静压消除了这个问题。由于压力均匀,粉末与模具壁之间的摩擦最小,从而在整个部件中实现高度一致的压实和密度分布。这使其成为脆性粉末或具有复杂几何形状部件的理想选择。

不同压制方法的压力范围
压力和温度的组合是根据具体应用量身定制的。三种主要类型的等静压在非常不同的条件下运行。
冷等静压 (CIP)
这是应用最广泛的方法。CIP通常在环境温度下进行,尽管过程本身可能导致温度略微升高,最高可达25°C。
它在1,035至4,138巴(15,000至60,000磅/平方英寸)的压力下运行。液体,通常是水或油,用作传压介质。
温等静压 (WIP)
WIP用于需要适度加热以改善压实性能的材料。
它在比CIP低的压力下运行,通常约为300兆帕(约3,000巴),但在高达93°C(200°F)的升高温度下。
热等静压 (HIP)
HIP结合了高压和极高温度,以实现完全致密化并消除金属和陶瓷等材料中的内部孔隙。
该过程使用加热的惰性气体(如氩气)作为传压介质。热量和压力的结合允许在微观层面发生塑性变形和扩散键合。
了解关键权衡
选择正确的等静压方法涉及平衡成本、复杂性和部件所需的最终性能。
传压介质很重要
用于传递压力的介质是一个关键因素。CIP使用廉价且简单的液体,如水。
相比之下,HIP需要昂贵的惰性气体,如氩气或氮气,它们必须被容纳在一个更复杂、更昂贵的压力容器中并被加热。
温度的作用
增加热量会显著增加设备的复杂性和成本。CIP相对简单,而HIP需要建造在压力容器内部的精密炉子。
增加热量的决定完全取决于材料的性能以及实现接近100%理论密度的需要,这通常仅靠冷压是无法实现的。
设计自由度
所有等静压方法的一个主要优点是设计灵活性。与单轴压制不同,部件的高径比不是限制因素。这允许制造具有均匀密度的长、薄或形状不寻常的部件。
为您的目标做出正确选择
最佳压力和方法完全取决于您的材料和性能要求。
- 如果您的主要关注点是在室温下经济高效地压实粉末: 冷等静压(CIP)是实现高、均匀生坯密度的最直接和经济的选择。
- 如果您的主要关注点是实现最大密度并消除金属或陶瓷中所有内部空隙: 热等静压(HIP)是必要的选择,因为需要热量和压力的结合才能完全致密化。
- 如果您的主要关注点是加工需要适度加热以提高塑性的聚合物或复合材料: 温等静压(WIP)提供了介于两种极端情况之间的专业中间地带。
最终,了解材料行为、压力和温度之间的相互作用是成功应用这项强大技术的关键。
总结表:
| 方法 | 典型压力范围 | 典型温度 | 主要用途 |
|---|---|---|---|
| 冷等静压 (CIP) | 1,035 - 4,138 巴 (15,000 - 60,000 磅/平方英寸) | 环境温度 (最高 25°C) | 经济高效的粉末压实;均匀生坯密度 |
| 温等静压 (WIP) | 约 3,000 巴 (约 300 兆帕) | 最高 93°C (200°F) | 加工需要适度加热的聚合物/复合材料 |
| 热等静压 (HIP) | 可变 (与高温结合) | 极高温度 | 实现完全致密化;消除金属/陶瓷中的孔隙 |
准备好实现卓越的材料密度和性能了吗?
了解您的特定材料所需的精确压力和温度是生产具有卓越均匀性和强度的部件的第一步。无论您的项目需要冷等静压 (CIP) 的经济高效压实,还是热等静压 (HIP) 的完全致密化能力,KINTEK 都是您值得信赖的合作伙伴。
我们专注于提供坚固的实验室设备和耗材,以满足您的压制需求,帮助您:
- 消除内部空隙和应力,以获得更可靠的部件。
- 加工复杂几何形状,实现各个方向的均匀密度。
- 根据您的材料和性能目标选择最佳方法(CIP、WIP 或 HIP)。
让我们的专家为您提供完美的解决方案。立即联系 KINTEL,讨论我们的等静压专业知识如何提升您实验室的能力并推动您的研究向前发展。
图解指南