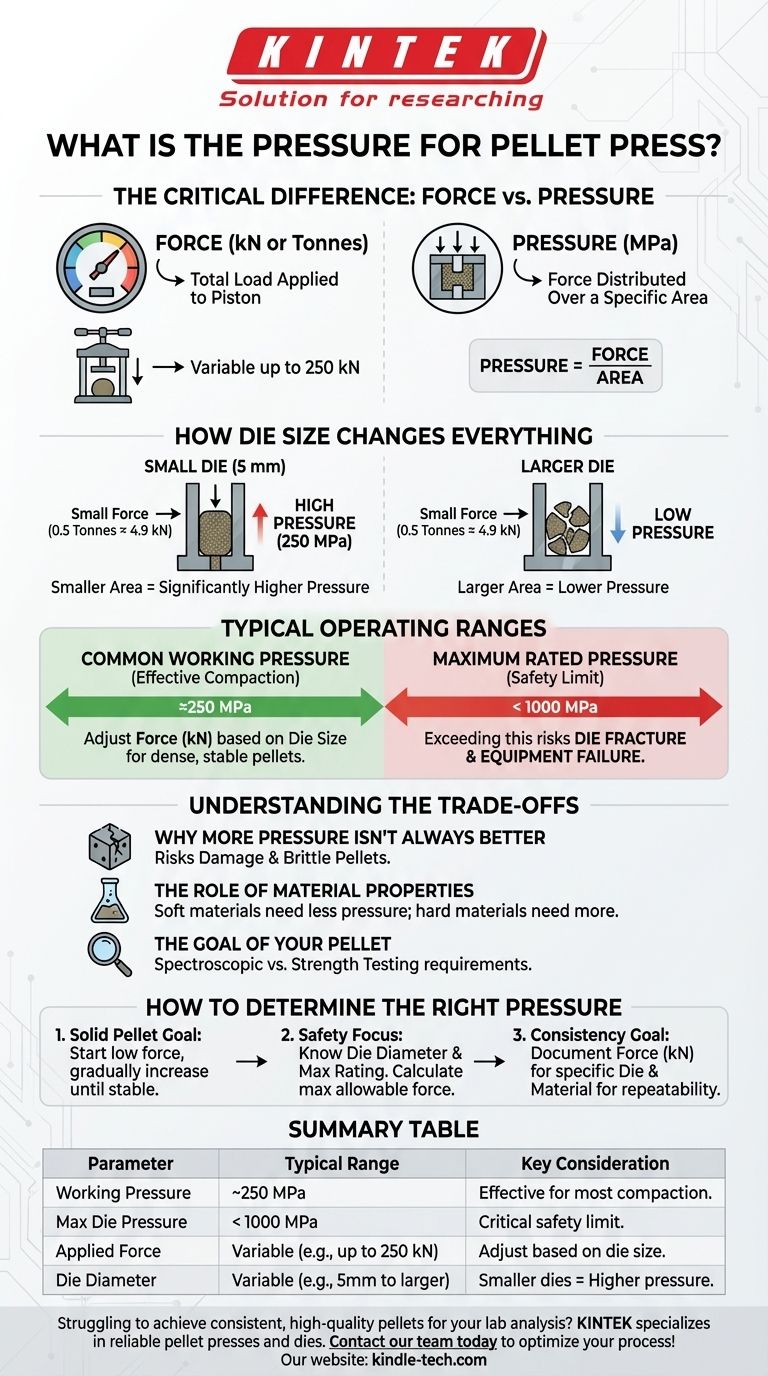
对于压片机,对材料产生的压力通常在几百兆帕 (MPa) 的范围内,对于有效压实,通常约为 250 MPa。然而,大多数模具的最高额定压力低于 1000 MPa,以防止设备损坏。实际达到的压力是压机施加的力和药片模具直径的直接结果。
要理解的最关键概念是压机施加的力(以千牛顿 (kN) 为单位)与材料上产生的压力(以兆帕 (MPa) 为单位)之间的区别。压力不是固定的;它取决于您对特定模具面积施加了多大的力。
关键区别:力与压力
为了有效且安全地操作压片机,您必须了解机器产生的力与其在模具内产生的压力之间的关系。
理解力(kN 或吨)
您的液压机上的仪表测量的是力,而不是压力。这是施加到活塞上的总负载。
例如,手动液压机可能能够施加高达 250 千牛顿 (kN) 的可变力,通常以 10 kN 的增量显示。
理解压力(MPa)
压力是分布在特定面积上的力。在这种情况下,它是来自压机的力集中在药片模具内材料的表面积上。
公式很简单:压力 = 力 / 面积。这是制造优质药片最重要的因素。
模具尺寸如何改变一切
这种关系解释了为什么模具尺寸如此关键。较小的模具会将相同量的力集中在较小的面积上,从而产生明显更高的压力。
例如,施加到较小的 5 毫米直径模具上的相对较小的 0.5 吨(约 4.9 kN)的力可以产生 250 MPa 的巨大压力。将相同的力施加到较大的模具上将导致压力低得多。

典型操作范围
虽然压力是可变的,但您必须遵守既定的工作和最大限制。
常见工作压力
对于许多应用来说,大约 250 MPa 的压力是使粉末材料形成致密、稳定的药片的常见且有效的目标。
要实现这一点,需要根据您使用的模具的具体尺寸来调整压机上施加的力 (kN)。
最大额定压力
药片模具并非坚不可摧。它们有最大额定负载,以防止断裂或变形。
此限制通常低于 1000 MPa。超过此压力有导致模具灾难性失效的风险,这既危险又昂贵。
理解权衡
简单地施加更大的力并不总是正确的解决方案。您必须平衡压实需求与设备的物理限制。
为什么压力越大不一定越好
超过压实所需的压力没有任何好处,反而会带来重大风险。它可能会使模具破裂、损坏压机,甚至导致药片变脆而失效。务必在模具的最大额定值以下运行。
材料特性的作用
不同的材料压实效果不同。较软的有机粉末可能比坚硬的、结晶的或金属材料需要更少的压力才能形成药片。理想的压力是刚好足以消除空隙并形成稳定圆盘的压力。
您的药片目标
药片所需的完整性也决定了压力。用于光谱分析的药片(如 KBr 药片)只需要足够坚固和透明以进行测量。旨在进行材料强度测试的药片可能有更苛刻的压实要求。
如何确定正确的压力
使用这些原理来找到适合您特定应用的正确设置。
- 如果您的主要重点是制造坚固的药片: 从低力开始,逐渐增加,同时观察药片。理想的压力是形成稳定、不碎裂的药片时的点。对于许多材料,这将处于几百兆帕的范围内。
- 如果您的主要重点是设备安全: 始终了解模具的直径和最大额定压力。计算压机可以施加到该模具上的最大允许力,并且切勿超过该力。
- 如果您的主要重点是一致性: 记录产生特定模具尺寸和材料的良好药片所需的力 (kN)。对相同的模具使用相同的力将产生相同的压力,并为您带来可重复的结果。
掌握施加的力和模具面积之间的关系是安全生产一致、高质量药片的关键。
摘要表:
| 参数 | 典型范围 | 关键考虑因素 |
|---|---|---|
| 工作压力 | ~250 MPa | 对大多数材料压实有效。 |
| 最大模具压力 | < 1000 MPa | 防止损坏的关键安全限制。 |
| 施加的力 | 可变(例如,高达 250 kN) | 必须根据模具尺寸进行调整。 |
| 模具直径 | 可变(例如,5 毫米及以上) | 较小的模具产生的压力更大,力相同。 |
正在努力为您的实验室分析实现一致、高质量的药片? KINTEK 专注于实验室设备和耗材,提供可靠的压片机和模具,专为精确的压力控制和操作员安全而设计。我们的专家可以帮助您为您的特定材料和应用选择正确的设备,确保每次都能完美压实。立即联系我们的团队,优化您的制粒过程,提高实验室效率!
图解指南