本质上,玻璃烧结是一种制造工艺,它将细小的玻璃粉末转化为坚固、致密的物体。这是通过施加热量和压力使粉末颗粒熔合在一起实现的,关键在于,此过程不会将玻璃熔化成液态。该工艺允许制造传统玻璃熔化技术难以或不可能实现的复杂形状和复合材料。
烧结的核心原理不是熔化,而是熔合。通过将玻璃粉末加热到低于其熔点的温度,单个颗粒通过原子扩散在其接触点处结合,逐渐消除它们之间的空隙,形成一个统一的固体块。
基本目标:不熔化而熔合
烧结是一种固态扩散过程。它依赖于对温度和压力的精确控制,以实现与简单铸造或吹制截然不同的结果。
烧结的作用
烧结不是将材料变成液体,而是提供足够的能量,使原子在单个玻璃颗粒的边界上迁移。
这种迁移导致颗粒粘附并融合,减少了总表面积并消除了它们之间的孔隙或空隙。结果是形成一个致密化、强化的最终部件。
起始材料:玻璃粉末
该过程始于细小的玻璃粉末。小颗粒尺寸至关重要,因为它产生了巨大的表面积,为颗粒在加热阶段结合提供了更多的接触点。
有时,偶联剂或粘合剂会与粉末混合,以帮助初始形状在加热前保持在一起。
温度和气氛的作用
温度被小心地升高到玻璃足够柔软以供原子移动的程度,但又不能太热以至于像液体一样流动。
这种加热通常在受控气氛中进行,例如氮氢混合物,以防止不必要的化学反应并确保最终产品的完整性。

工艺的逐步分解
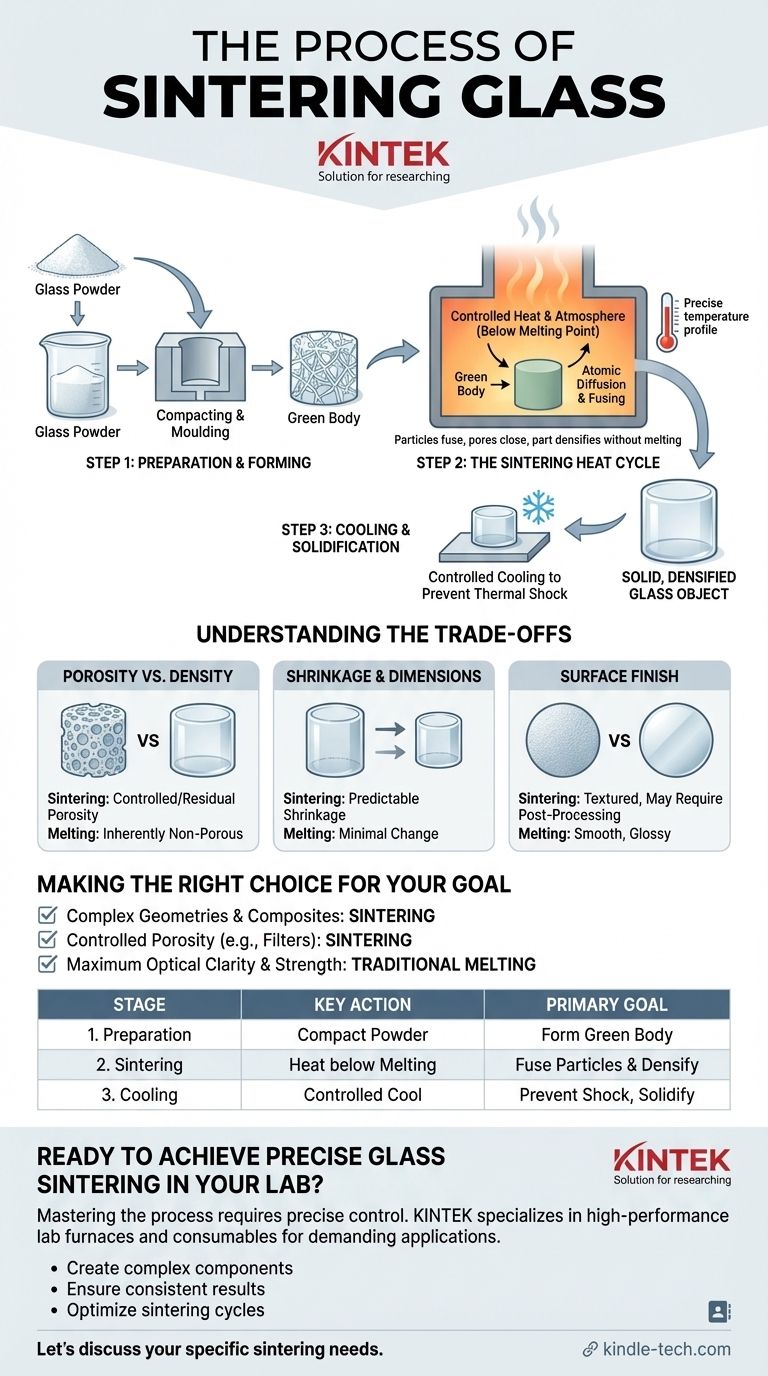
虽然具体情况可能有所不同,但玻璃烧结过程通常遵循三个主要阶段,从松散的粉末到成品组件。
步骤1:准备和成型
首先,将玻璃粉末压实成所需的形状。这可以通过将其压入刚性模具中完成,模具通常由石墨等耐高温材料制成。
这种最初的脆弱形式通常被称为“生坯”。它具有最终部件的几何形状,但缺乏强度和密度,这些将在加热阶段获得。
步骤2:烧结热循环
将生坯放入炉中,并按照精确的温度曲线加热。随着温度升高,任何挥发性粘合剂都会燃烧掉。
然后将部件在最高烧结温度下保持设定的持续时间。在此期间,颗粒熔合,孔隙闭合,部件收缩并致密化成一个坚实的整体。
步骤3:冷却和固化
烧结完成后,部件被小心冷却。这种受控冷却对于防止热冲击至关重要,热冲击可能导致新形成的玻璃物体出现裂纹或内应力。
结果是一个单一的固体部件,其微观结构和性能直接由烧结循环决定。
理解权衡
烧结是一种强大的技术,但与传统玻璃熔化相比,它涉及一些关键的权衡。
孔隙率与密度
烧结中的一个主要挑战是实现完全致密化。很难消除每一个孔隙,任何残留的孔隙率都可能影响玻璃的光学透明度和机械强度。
相比之下,熔融玻璃本质上是无孔的。
收缩和尺寸控制
消除孔隙的过程必然会导致整个部件收缩。必须准确预测和考虑这种收缩,以便在初始模具设计中实现精确的最终尺寸。
不受控制或不均匀的收缩可能导致部件变形或无法使用。
表面光洁度和后处理
烧结部件可能不具有熔融玻璃特有的完美光滑、光泽表面。
根据应用,烧结玻璃组件可能需要后续的机械加工或使用专用金刚石工具进行抛光,以满足表面光洁度或尺寸精度的最终规格。
为您的目标做出正确选择
在烧结和传统熔化之间做出选择完全取决于您最终组件所需的特定性能和几何形状。
- 如果您的主要重点是创建复杂的几何形状或嵌入其他材料:烧结是更好的选择,因为它允许您在模具中形成复杂的形状或将玻璃熔合到金属部件周围。
- 如果您的主要重点是实现受控孔隙率:烧结是唯一能够生产具有特定、工程化孔隙率水平的玻璃物体的方法,适用于科学过滤器等应用。
- 如果您的主要重点是最大光学透明度和机械强度:传统熔化和成型工艺通常更好,因为它们生产出完全致密、无孔的材料,没有残留空隙的风险。
最终,烧结提供了一种强大的工程工具,可以构建具有定制微观结构和性能的玻璃组件,这些是传统方法无法实现的。
总结表:
| 阶段 | 关键操作 | 主要目标 |
|---|---|---|
| 1. 准备 | 将玻璃粉末压实到模具中 | 形成具有所需形状的“生坯” |
| 2. 烧结 | 在受控炉中低于熔点加热 | 通过原子扩散熔合颗粒以致密化部件 |
| 3. 冷却 | 烧结部件的受控冷却 | 防止热冲击并固化最终物体 |
| 权衡 | 烧结 | 传统熔化 |
| 孔隙率 | 可控制/工程化 | 本质上无孔 |
| 几何形状 | 适用于复杂形状和复合材料 | 受流动性和可模塑性限制 |
| 收缩 | 发生可预测的收缩 | 最小的尺寸变化 |
准备好在您的实验室中实现精确的玻璃烧结了吗?
掌握烧结过程需要精确的温度控制和可靠的设备。 KINTEK 专注于高性能实验室炉和耗材,专为玻璃烧结等严苛应用而设计。
我们提供工具和专业知识,帮助您:
- 创建复杂的玻璃组件,具有定制的微观结构。
- 通过精确、均匀的加热确保一致的结果。
- 优化您的烧结循环,以实现最大密度和强度。
让我们讨论您的具体烧结需求。 立即联系我们的专家,为您的实验室找到完美的解决方案。
图解指南