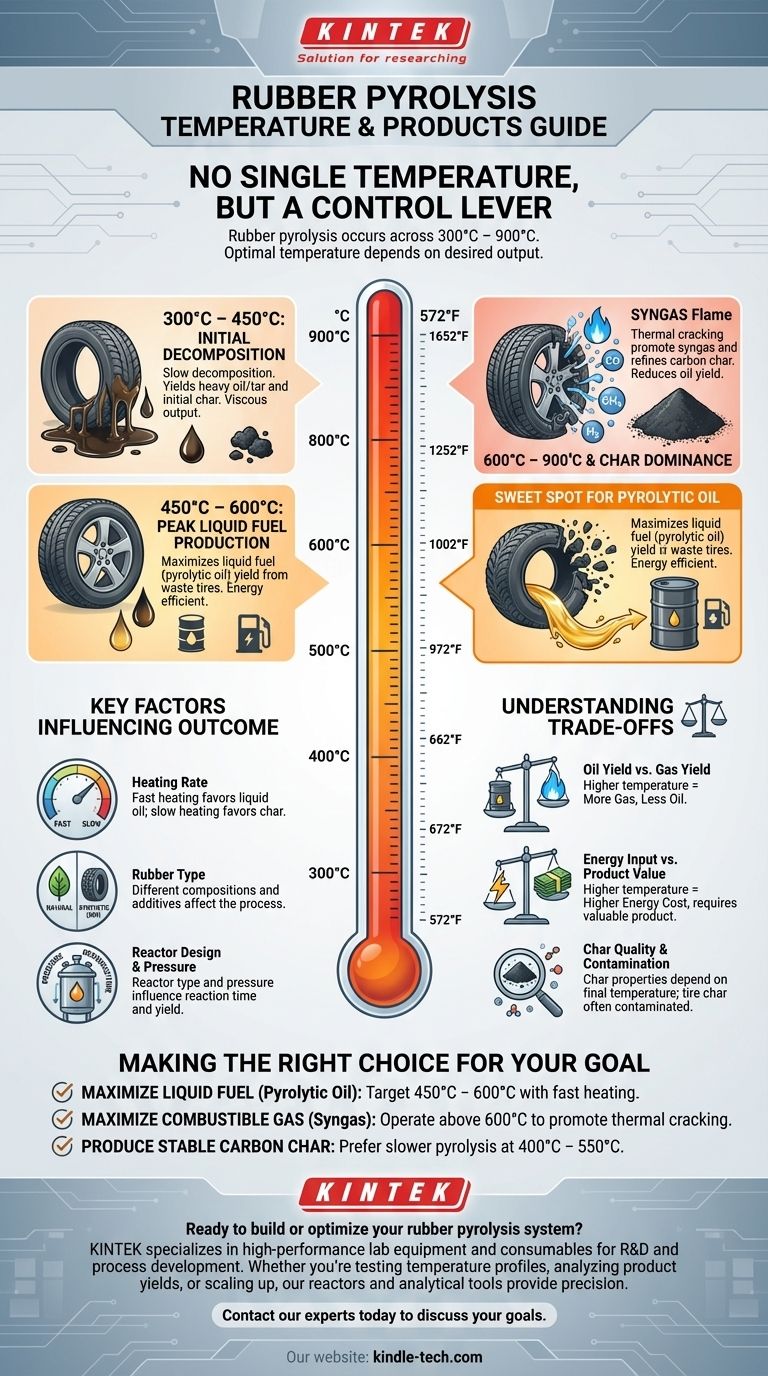
确切地说, 橡胶没有单一的热解温度。相反,橡胶在很宽的温度范围内进行热解,通常从 300°C 到 900°C(572°F 到 1652°F)。最佳温度完全取决于所需产出,而最大化液体燃料(热解油)的最常见范围在 400°C 到 600°C 之间。
要理解的核心原则是,热解温度不是一个固定的数字,而是一个控制杆。调整温度会改变主要产出,使您能够根据您的具体目标,选择性地生产更多的液体油、可燃气体或固体炭黑。
按温度划分的橡胶热解阶段
热解是在没有氧气的情况下对材料进行热分解。将其视为用热量小心地拆解一个复杂的结构,而不是燃烧它。对于橡胶,特别是废旧轮胎,这个过程将长聚合物链分解成有价值的更小组分。
初始分解(300°C – 450°C)
在这个较低的温度范围内,橡胶开始软化和分解。较弱的化学键首先断裂,释放出重质、长链的挥发性化合物。
该过程相对缓慢,产出通常是更粘稠的焦油状液体。随着基本碳结构的残留,炭黑的生产开始形成。
液体燃料峰值产量(450°C – 600°C)
这个范围通常被认为是生产热解油(一种合成原油)的“最佳点”。热能足以有效地将橡胶中复杂的碳氢化合物分解成更小、更有价值的液体分子。
以废旧轮胎为原料生产液体燃料的商业运营通常在这个窗口内进行,以最大化其主要产品产率和能源效率。
气体和炭黑主导期(600°C – 900°C)
当温度超过 600°C 时,一种称为热裂解的二次反应变得占主导地位。在较低温度下产生的液体碳氢化合物被进一步分解成非常简单、轻质的不可凝气体。
这显著增加了合成气(氢气、一氧化碳、甲烷等的混合物)的产率,但直接以牺牲液体油的产率为代价。固体炭黑残渣的性质在这些较高温度下也会得到改善。

影响结果的关键因素
温度是主要的变量,但它不是单独起作用的。其他几个因素对热解过程的效率和最终产品分布有关键影响。
加热速率
加热橡胶的速度至关重要。快速热解(高加热速率)通常有利于液体油的生产,因为它能迅速蒸发化合物,防止它们发生二次反应。慢速热解(低加热速率)倾向于产生更多的固体炭黑。
橡胶类型
不同类型的橡胶具有不同的化学成分。天然橡胶的表现将与合成橡胶(如汽车轮胎的主要成分SBR,即苯乙烯-丁二烯橡胶)不同。轮胎中添加剂、填料和钢丝的存在也会影响工艺和最终产品的纯度。
反应器设计和压力
所使用的反应器类型(例如,间歇式、回转窑、螺杆式)和操作压力会影响蒸汽在热区停留的时间,这反过来又会影响二次裂解的程度和最终产品产率。
理解权衡
选择热解温度是一个工程决策,基于平衡成本、目标和结果。
油产率与气产率
这是最直接的权衡。提高温度以获得更多可燃气体必然会降低您的液体燃料产出。必须权衡气体的经济价值与损失的油的价值。
能源输入与产品价值
达到并维持更高的温度需要大量的能量。在 800°C 下运行反应器的运营成本远高于在 500°C 下运行。这额外的能源成本必须通过产品的价值(例如,高质量的合成气或特种炭黑)来证明。
炭黑质量与污染
固体残渣,一种形式的炭黑或炭,作为燃料、填料甚至活性炭都有潜在价值。其性质,如表面积和纯度,在很大程度上取决于最终温度。然而,轮胎产生的炭黑通常含有轮胎制造中使用的二氧化硅、锌和硫的污染物。
根据您的目标做出正确选择
最终,理想的温度取决于您的主要目标。
- 如果您的主要重点是最大化液体燃料(热解油): 目标温度范围是 450°C 至 600°C,并结合相对快的加热速率。
- 如果您的主要重点是最大化可燃气体(合成气): 在较高温度(通常高于 600°C)下操作,以促进油蒸气的二次裂解。
- 如果您的主要重点是生产稳定的炭黑: 通常首选在较低到中等温度(400°C 至 550°C)下进行较慢的热解过程,以保留碳结构。
通过理解这些原理,您可以将橡胶废料转化为可预测且有价值的资源。
总结表:
| 温度范围 | 主要产品 | 关键特征 |
|---|---|---|
| 300°C – 450°C | 重油/焦油 | 缓慢分解,粘稠液体,初始炭黑形成 |
| 450°C – 600°C | 热解油 | 最大化液体燃料产率,对废旧轮胎有效 |
| 600°C – 900°C | 合成气/炭黑 | 通过热裂解促进气体生产,改善炭黑性质 |
准备好构建或优化您的橡胶热解系统了吗? KINTEK 专注于用于研发和工艺开发的高性能实验室设备和耗材。无论您是测试温度曲线、分析产品产率,还是从实验室扩大规模,我们的反应器、炉子和分析工具都能提供您所需的精度和可靠性。
立即联系我们的专家,讨论我们如何支持您的特定实验室和热解应用目标。
图解指南
相关产品
- 电动旋转窑小型旋转炉生物质裂解装置
- 电动回转窑连续工作小型回转炉加热裂解装置
- 实验室用橡胶硫化机 硫化压制机 实验室用平板硫化机
- 电动回转窑热解炉设备煅烧小型回转炉旋转炉
- 开放式双辊炼胶机用于橡胶粉碎机





