热压的精确温度和压力并非通用值;它们完全取决于所加工的具体材料和预期结果。工艺参数必须根据应用进行精确调整,无论是柔性电路的粘合、复合材料的层压还是粉末材料的固结。
成功的热压并非通过使用一组预定义的数字来实现。它是通过理解关键材料特性和工艺目标来实现的,这些特性和目标随后决定了您的特定应用所需的正确温度、压力和时间。
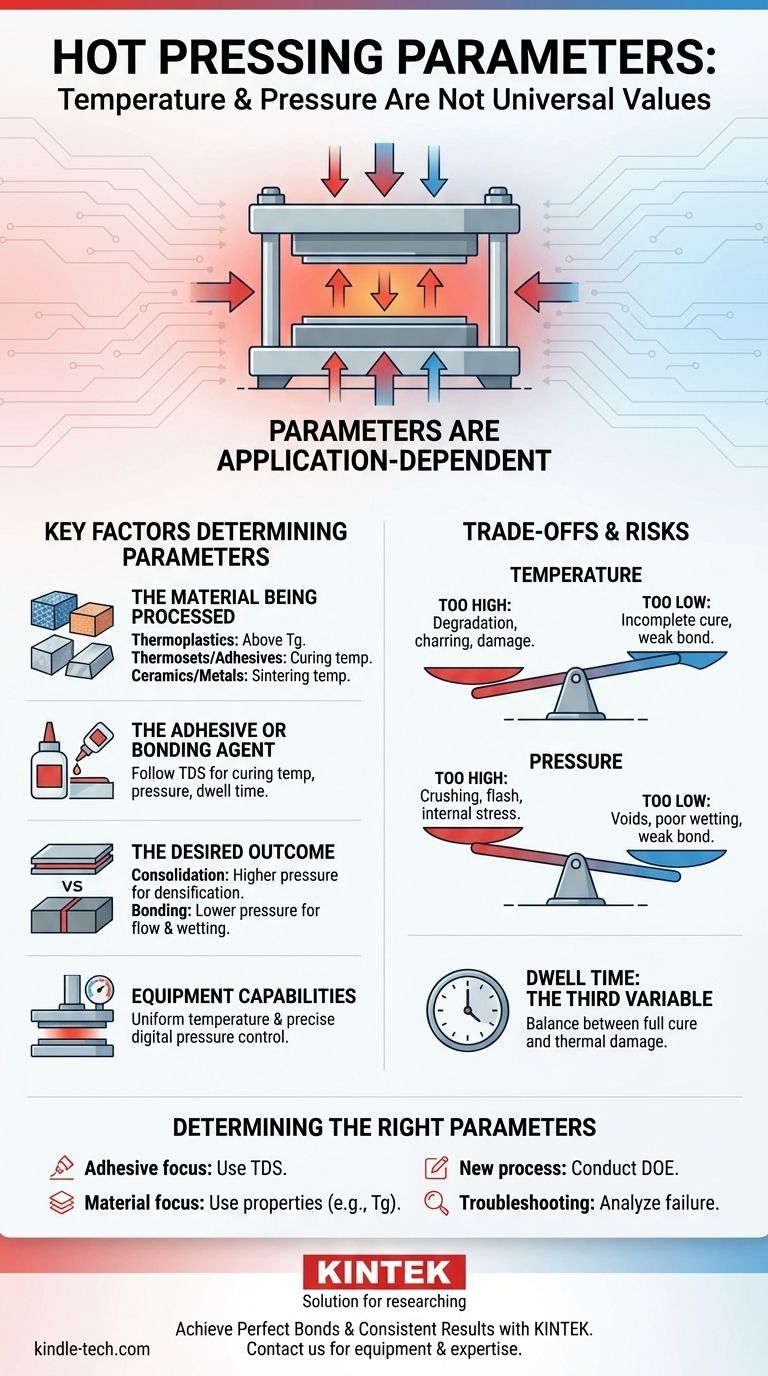
决定热压参数的关键因素
要定义正确的工艺窗口,您必须首先分析材料的基本特性和最终目标。参数是这些因素的直接函数。
待加工材料
温度选择的主要驱动因素是材料本身。不同类型的材料具有截然不同的热学要求。
对于热塑性塑料,加工温度通常设定在材料的玻璃化转变温度 (Tg) 以上,此时材料变得柔软可塑,但低于其降解温度。
对于热固性聚合物或粘合剂,温度必须足以启动并完成制造商规定的化学交联(固化)反应。
对于陶瓷或粉末金属,目标通常是通过烧结进行致密化。这需要非常高的温度和压力来降低孔隙率并形成固体块。
粘合剂或粘合剂
如果您使用热压将两个组件与粘合膜粘合在一起,则粘合剂的特性将决定您的整个工艺。
制造商的技术数据表 (TDS) 是您最重要的文件。它将指定所需的升温速率、精确的固化温度、推荐的压力以及实现全强度粘合所需的保压时间。
预期结果
您工艺背后的“原因”至关重要。您是想将材料熔合在一起,还是仅仅在粘合剂固化时施加压力?
固结和致密化(例如,形成复合板)通常需要更高的压力以消除空隙并确保层间紧密接触。
粘合剂粘合(例如,将柔性电路连接到显示器)可能需要较低的压力。目标只是确保粘合剂均匀流动并润湿表面,而不会损坏精密组件。
设备能力
设备本身也起着作用。如前所述,钛合金压头等功能旨在实现整个压制表面快速且最重要的是均匀的温度。
同样,带有数字压力表的系统可以精确且可重复地施加力。机器保持均匀压力的能力对于防止局部应力点和确保一致的粘合至关重要。

了解权衡和风险
选择参数是一种平衡行为。偏离最佳窗口会给您的产品质量带来重大风险。
温度:过高与过低
过高:超过材料的热极限会导致不可逆的降解、炭化、分层或损坏敏感的电子元件。
过低:热量不足会导致粘合剂固化不完全或热塑性塑料软化不足,从而导致粘合力弱或不存在。
压力:过高与过低
过高:过大的压力会压碎或损坏精密部件,导致材料或粘合剂“溢出”(从侧面挤出),或产生内部应力,导致过早失效。
过低:压力不足会阻止表面之间的紧密接触,导致空隙、粘合剂润湿不良和粘合强度弱。
保压时间:第三个关键变量
没有时间,温度和压力是不完整的。“保压时间”是指保持目标温度和压力的时间。
短的保压时间可能不允许粘合剂完全固化或热量通过厚部件完全传递。过长的保压时间会导致热损伤并降低制造吞吐量。
如何确定适合您应用的正确参数
定义热压工艺没有替代方法,必须采用系统化、数据驱动的方法。
- 如果您的主要重点是使用粘合剂进行粘合:从粘合剂的技术数据表 (TDS) 开始。这是您关于温度、压力和时间的真实依据。
- 如果您的主要重点是成型或固结原材料:从材料的文档属性开始,例如其玻璃化转变温度 (Tg) 或烧结温度范围。
- 如果您正在开发新工艺:通过创建温度、压力和时间略有变化的测试矩阵进行实验设计 (DOE),以确定适合您的特定零件几何形状和材料的最佳窗口。
- 如果您正在解决失败的工艺:分析失效模式。分层通常指向温度或表面处理问题,而损坏的组件则表明压力过大。
最终,热压是一种精确的热机械工艺,必须针对每个独特的任务进行调整。
总结表:
| 关键因素 | 为何重要 | 如何影响参数 |
|---|---|---|
| 材料类型 | 不同材料(塑料、陶瓷、金属)具有独特的热性能。 | 决定所需的温度范围(例如,塑料的 Tg 以上)。 |
| 粘合剂/粘合剂 | 粘合剂具有特定的固化要求。 | 温度、压力和时间由粘合剂的技术数据表 (TDS) 决定。 |
| 预期结果 | 目标(例如,粘合、固结、致密化)各不相同。 | 影响所需的压力水平(致密化需要高压,精密粘合需要低压)。 |
| 设置不正确的风险 | 使用错误的参数可能会损坏零件或产生弱粘合。 | 过高:降解、损坏。 过低:粘合弱、固化不完全。 |
使用 KINTEK 实现完美的粘合和一致的结果
为您的特定材料和应用定义精确的热压参数对于成功至关重要。KINTEK 专注于提供您掌握此过程所需的实验室设备和专业知识。
我们先进的热压机,具有均匀加热和精确数字压力控制功能,旨在处理从精密柔性电路到坚固复合材料的一切。让我们的团队帮助您优化工艺,以实现最大的粘合强度和产量。
立即使用下面的表格联系我们,讨论您的应用,我们将帮助您确定实验室独特挑战的理想参数和设备。
图解指南
相关产品
- 带加热板的分体式手动实验室热压机
- 带加热板的自动加热液压压机,用于实验室热压 25T 30T 50T
- 带加热板的自动加热液压压机,用于实验室热压
- 带加热板的加热液压压机,用于真空箱实验室热压
- 实验室真空箱热压机,带加热板的加热液压机


















