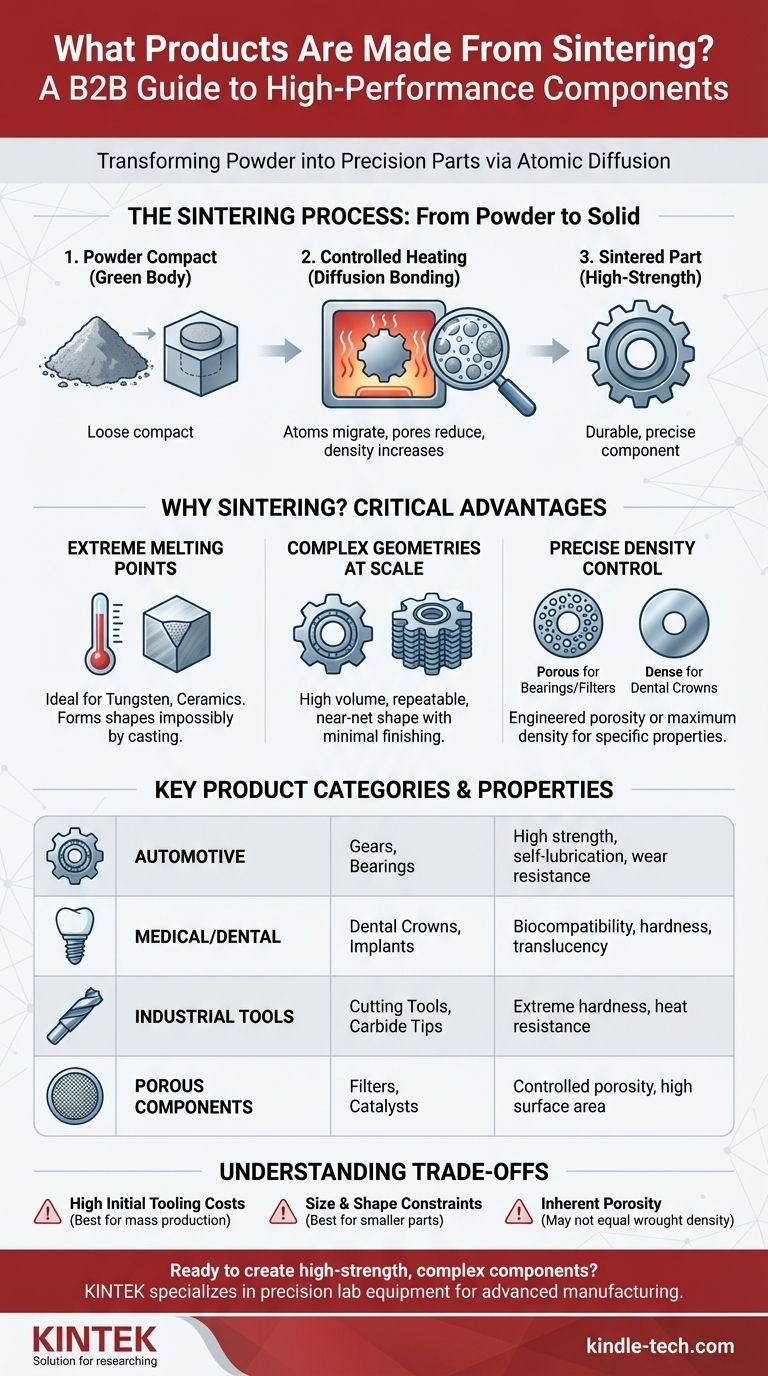
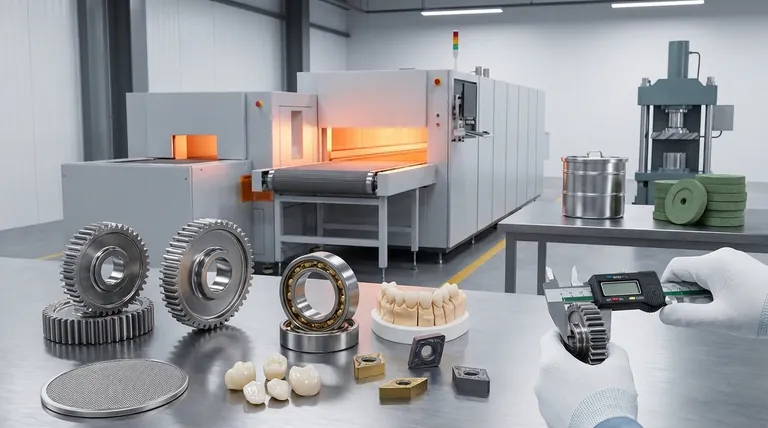
烧结用于制造各种高强度、精密部件,从汽车齿轮和自润滑轴承到陶瓷牙冠和工业切削工具。这种制造工艺通过在材料熔点以下施加热量,独特地将粉末材料转化为坚固、致密的部件,使其成为用极高熔点材料制造复杂形状的理想选择。
烧结并非由其制造的产品定义,而是由其赋予的特性定义。它是大规模生产坚固、尺寸精确的部件的首选方法,这些部件由难以成形、熔化或加工的材料制成。
什么是烧结?聚焦于转变
烧结是一种热处理过程,它将压实的粉末压坯(通常称为“生坯”)转化为坚固、致密的整体。它在不熔化材料的情况下完成此操作,而是依靠原子扩散。
核心机制:从粉末到固体
零件最初是松散的粉末颗粒集合,这些颗粒被压缩成所需的形状。然后,这个生坯在受控气氛炉中加热到低于其熔点的温度。
在这些高温下,颗粒开始熔合。原子在颗粒边界之间迁移,这个过程被称为扩散键合。这使得颗粒中心靠得更近。
结果是颗粒之间的多孔空间显著减少。这个过程显著增加了材料的密度、强度和耐用性。
控制最终性能
烧结过程中两个最关键的因素是烧结温度和时间。温度必须精确控制,通常在±3°C至5°C的范围内。
通过仔细管理这些变量,制造商可以实现特定的材料性能,例如增强的强度、导电性、透明度或导热性。
为什么烧结是关键的制造工艺
当其他制造方法不切实际或无法提供所需性能时,就会选择烧结。它的优势直接与其制造的产品类型相关。
适用于具有极高熔点的材料
许多高性能材料,如钨和陶瓷,具有极高的熔点,以至于铸造它们是不可行或不可能的。
由于烧结在熔点以下进行,因此它是将这些材料制成可用、高强度零件(如切削刀具刀尖或灯丝)的理想方法。
适用于大规模生产复杂几何形状
烧结擅长以大批量生产具有不可加工或复杂几何形状的零件。最初的压实粉末会形成精确的模具形状。
这使得该过程具有高度的可重复性和准确性,无需二次精加工即可提供出色的外观效果。这就是为什么它被用于小型、复杂的齿轮和结构部件。
精确控制密度
虽然主要目标通常是消除孔隙,但烧结也允许有意控制孔隙率。
这对于自润滑轴承等产品至关重要,这些轴承设计用于在其多孔结构中容纳油,或者对于需要高表面积和气体吸收性的过滤器和催化剂。相反,对于氧化锆牙冠等产品,目标是实现最大密度以获得极高的硬度和半透明度。
理解权衡
虽然功能强大,但烧结并非适用于所有应用。了解其局限性是知道何时使用它的关键。
高昂的初始模具成本
制造用于形成初始粉末压坯的精密模具可能很昂贵。这使得烧结对于大规模生产最划算,因为模具成本可以分摊到数千个零件上。
尺寸和形状限制
烧结通常最适合生产相对较小的部件。大型或非常厚的零件可能难以均匀加热,导致密度不一致和内应力。
固有孔隙率
尽管烧结显著降低了孔隙率,但完全消除它可能具有挑战性。对于需要锻造或轧制材料中绝对完美密度的应用,残留的微孔隙可能是一个限制因素。
如何将其应用于您的项目
您是否使用烧结的决定应基于材料性能、零件复杂性和生产量。
- 如果您的主要重点是经济高效的大规模生产:烧结是制造数千个相同、复杂且具有高尺寸精度的零件的绝佳选择。
- 如果您的主要重点是高性能材料:当使用无法通过熔化加工的陶瓷、难熔金属或碳化物时,请选择烧结。
- 如果您的主要重点是专业功能:使用烧结来设计受控孔隙率,以用于过滤、流体储存或声学阻尼等应用。
烧结使工程师能够创建高性能组件,否则这些组件将无法制造或制造成本过高。
总结表:
| 产品类别 | 主要示例 | 实现的关键性能 |
|---|---|---|
| 汽车 | 齿轮、轴承 | 高强度、耐磨性、自润滑 |
| 医疗/牙科 | 牙冠、植入物 | 生物相容性、高密度、硬度、半透明度 |
| 工业工具 | 切削工具、硬质合金刀尖 | 极高硬度、耐热性 |
| 多孔组件 | 过滤器、催化剂 | 受控孔隙率、高表面积 |
准备好为您的项目创建高强度、复杂组件了吗?
KINTEK 专注于精密实验室设备和耗材,用于烧结等先进制造工艺。无论您是在开发新材料还是扩大生产,我们的专业知识和可靠设备都能帮助您取得卓越成果。
立即联系我们的专家,讨论我们如何支持您实验室的烧结和材料科学需求。
图解指南