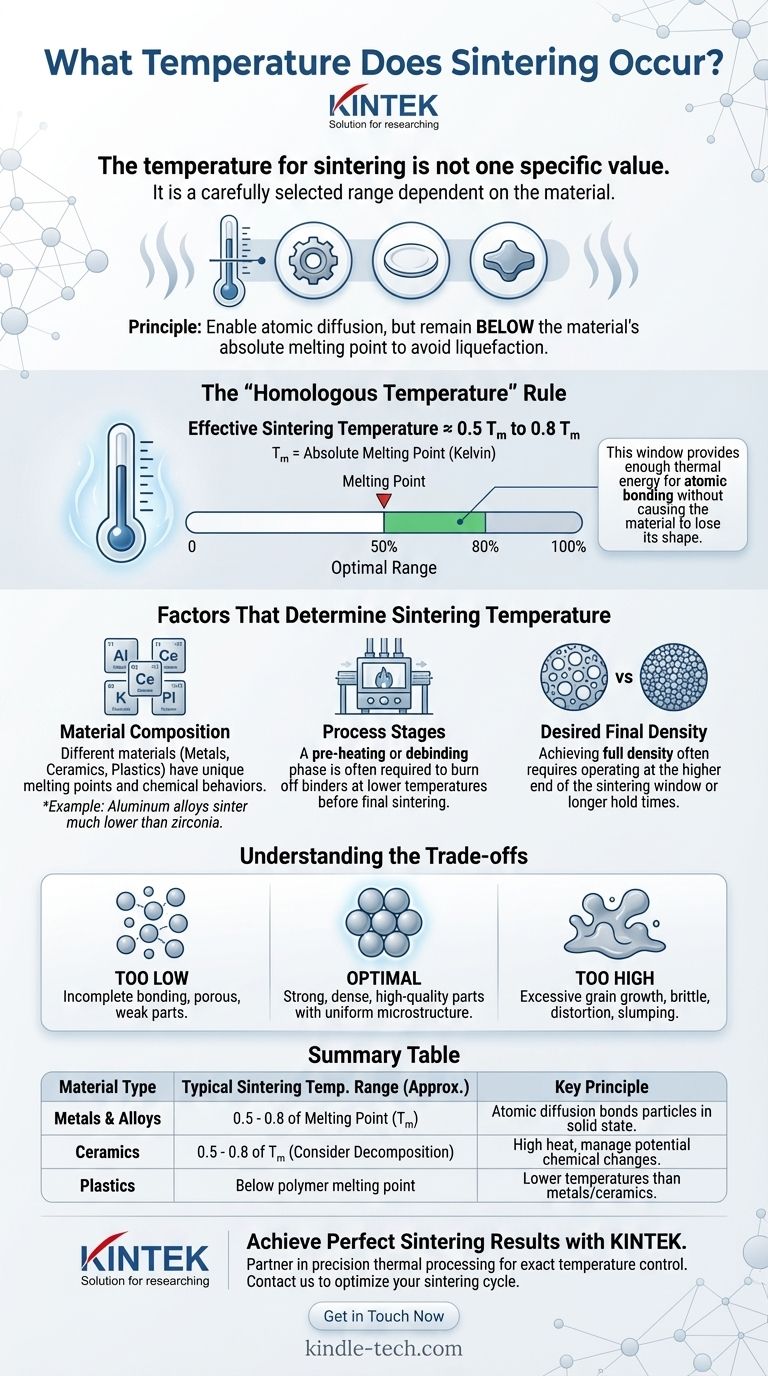
烧结温度并非一个特定的数值,而是一个根据所加工材料精心选择的范围。核心原则是温度必须足够高,以使原子能够跨越颗粒边界扩散,将它们融合在一起,但必须保持在材料的绝对熔点以下,以防止其变成液体。例如,有些工艺在630°C下完成,而另一些则涉及在720°C左右开始的反应。
理想的烧结温度是材料熔点的一个函数,通常在其绝对熔点的50%到80%之间。这提供了足够的热能用于原子键合,同时不会导致材料失去其形状。
原理:不熔化的扩散
烧结是一种热处理过程,将粉末压坯转化为致密的固态块体。温度是这一转化过程中最关键的变量,其控制需要微妙的平衡。
激活原子扩散
热量赋予粉末颗粒内的原子所需的能量,使其移动。在正确的烧结温度下,原子会跨越颗粒接触的边界迁移,形成牢固的金属键或化学键。
这个过程,被称为原子扩散,是封闭颗粒间孔隙并使材料致密和强化的原因。
保持在熔点以下
如果温度达到或超过材料的熔点,零件将简单地液化。这将破坏部件预期的形状和内部微观结构。
烧结的目标是形成固态键合,在颗粒基本保持固态的同时将它们融合在一起。
“同源温度”规则
作为材料科学中的指导原则,有效烧结温度通常表示为材料绝对熔点(T_m)的某个分数,以开尔文(Kelvin)为单位。
大多数材料在0.5 T_m 到 0.8 T_m的范围内有效烧结。这种“同源温度”为确定任何给定材料的正确加工窗口提供了可靠的起点。

决定烧结温度的因素
没有通用的烧结温度,因为理想范围受材料和预期结果特有的几个因素影响。
材料成分
金属、塑料和陶瓷都具有截然不同的熔点和化学行为。铝合金的烧结过程将在比氧化锆等技术陶瓷低得多的温度下进行。
此外,一些材料会发生化学变化。例如,碳酸钙(CaCO₃)在约720°C时开始分解,这是在其烧结循环中必须管理的一个因素。
工艺阶段
一个完整的热循环不仅仅涉及峰值烧结温度。通常需要预热或脱脂阶段,以烧掉用于成型的粘合剂。
这个脱脂阶段通常在较低温度下进行,通常在600°C左右完成,然后炉子升温至最终烧结温度。
所需最终密度
最终零件的目标密度也影响温度。实现全密度,即几乎所有孔隙都被消除,通常需要烧结窗口的上限温度或更长的保温时间。
理解权衡
选择温度是为了平衡相互竞争的影响。理想温度通常是一个狭窄的窗口,偏差可能会损害最终产品。
温度过低
如果温度不足,原子扩散将过于缓慢。这将导致颗粒之间的键合不完全,使最终零件多孔、脆弱,并具有较差的机械性能。
温度过高
即使在低于熔点的情况下,超过最佳温度也是有害的。它可能导致晶粒过度生长,从而使材料变脆。在最坏的情况下,它可能导致变形、塌陷或部分熔化。
时间作为关键变量
烧结是温度和时间的函数。如果零件在该温度下保持更长时间,略低的温度有时可以达到与较高温度相同的致密化效果。这种相互作用对于工艺优化至关重要。
为您的目标找到合适的温度
要确定正确的烧结温度,您必须首先了解您的材料和目标。以既定原则为指导。
- 如果您的主要重点是加工特定金属或合金:首先找到其绝对熔点(T_m),并使用0.5 - 0.8 T_m范围作为您工艺开发的初步指南。
- 如果您的主要重点是使用陶瓷或化合物:不仅要研究熔点,还要研究在循环过程中可能影响材料的任何潜在分解温度。
- 如果您的主要重点是实现最大的零件密度和强度:计划在材料烧结窗口的上限运行,这需要精确的温度控制以避免过热。
最终,掌握烧结的关键在于控制精确的热曲线,而不仅仅是达到一个单一的数字。
总结表:
| 材料类型 | 典型烧结温度范围(约) | 关键原则 |
|---|---|---|
| 金属和合金 | 熔点(T_m)的0.5 - 0.8 | 原子扩散在固态下键合颗粒。 |
| 陶瓷 | T_m的0.5 - 0.8,但必须考虑分解。 | 需要高温,但必须管理化学变化。 |
| 塑料 | 低于聚合物熔点。 | 比金属/陶瓷温度更低。 |
使用KINTEK实现完美的烧结结果
掌握特定材料的精确热曲线是获得坚固、致密和高质量烧结零件的关键。错误的温度可能导致零件脆弱、多孔或变形、熔化。
KINTEK是您精密热处理的合作伙伴。我们专注于提供先进的实验室炉和耗材,专为精确的温度控制和均匀加热而设计,确保您的烧结过程可重复且成功。
让我们帮助您优化烧结循环。我们的专家了解材料科学的细微之处,可以提供您所需的设备和支持,以突破可能的界限。
立即联系我们讨论您的应用,并了解KINTEK的解决方案如何提升您实验室的能力。
图解指南