简而言之,脱脂是从成型零件中去除临时“粘结剂”材料的必要过程。 这一步骤是金属注射成型(MIM)和某些类型的3D打印等制造方法中的关键环节。它净化了组件,只留下主要材料(如金属或陶瓷粉末),并为最终的强化和致密化阶段(即烧结)做准备。
脱脂本质上是一个受控的减法过程。它的成功决定了一个零件能否在最终加热阶段存活下来并变得致密和坚固,或者是否会因内部缺陷(如裂纹、空隙或变形)而失效。
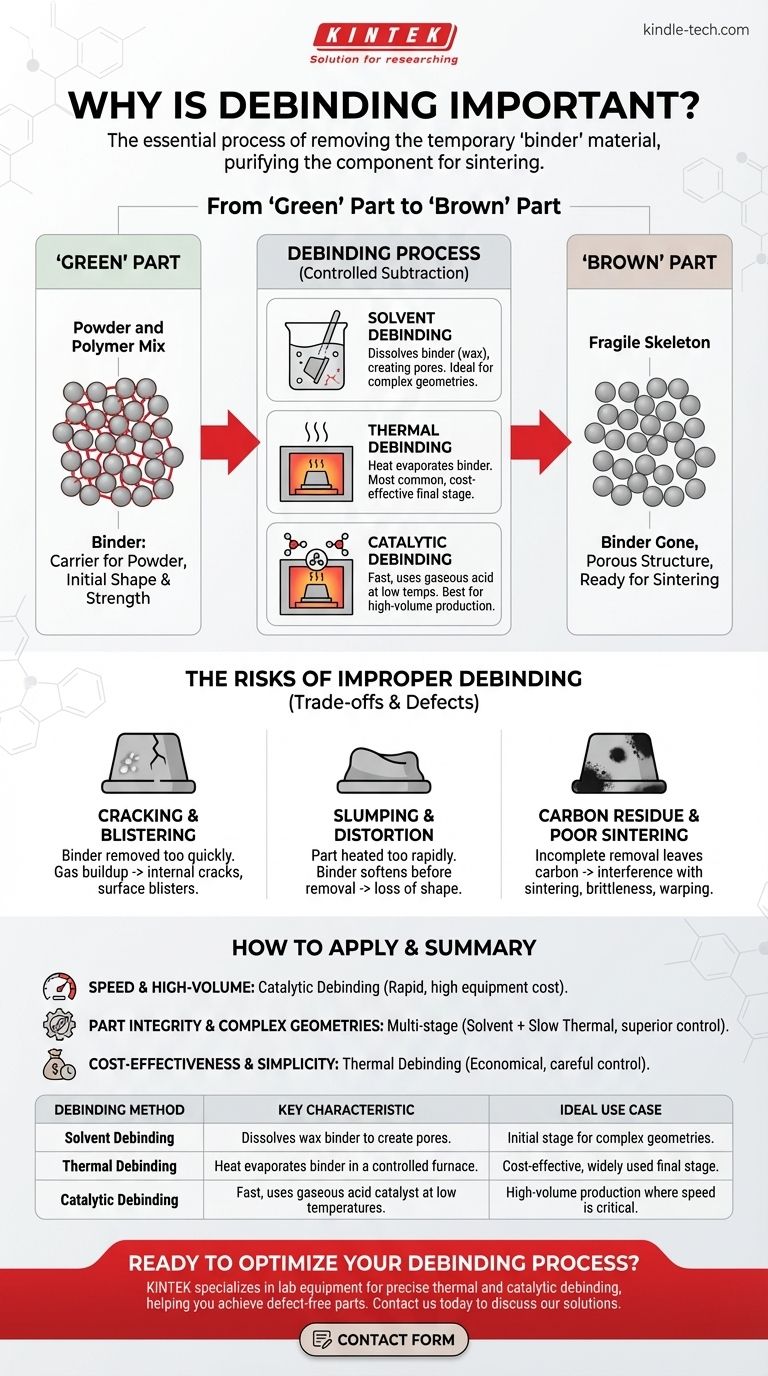
从“生坯”到“棕坯”
要理解脱脂为何如此关键,您必须首先了解它所去除的粘结剂的作用。
“生坯”:粉末与聚合物的混合物
通过成型或打印形成的初始组件被称为“生坯”。这个零件并非由纯金属或陶瓷制成。
相反,它是最终材料粉末和粘结剂系统的精确混合物。粘结剂通常是蜡和聚合物的混合物,充当临时支架。
粘结剂的目的:粉末的载体
粘结剂对于初始成型过程至关重要。它在受热时液化,使粉末能够被注射到模具中,并以高精度保持复杂的形状。
如果没有粘结剂,原始粉末将无法成型。粘结剂为“生坯”提供了初始形状和搬运强度。
“棕坯”:脆弱的骨架
脱脂过程完成后,组件被称为“棕坯”。
在此阶段,粘结剂已去除,留下了一个由金属或陶瓷颗粒通过摩擦力结合在一起的脆弱多孔结构。它极其脆弱,但现在已准备好进入最终的烧结炉。

脱脂的机制:粘结剂如何被去除
脱脂并非单一方法,而是一类过程。所选方法取决于粘结剂材料、零件几何形状和生产目标。
溶剂脱脂
在此过程中,“生坯”浸入液体溶剂中。这种溶剂溶解了部分粘结剂——通常是蜡组分——在整个零件中形成了一个开放的孔隙网络。
这使得剩余的聚合物粘结剂在后续步骤中更容易被去除。
热脱脂
热脱脂是最常用的方法,通常作为溶剂脱脂后的最后阶段。零件在受控气氛炉中缓慢加热。
热量小心地分解并蒸发剩余的粘结剂。加热速率必须精确,以允许粘结剂气体逸出而不会积聚压力。
催化脱脂
这是最快的方法。“生坯”被放置在含有气态酸催化剂(如硝酸)的炉中。
催化剂在低温下迅速分解主要聚合物粘结剂(如聚甲醛),使其在热脱脂所需时间的一小部分内被去除。
理解权衡:不当脱脂的风险
脱脂是一个精细的操作。如果操作不当,将产生在最终烧结阶段无法修复的缺陷。
开裂和起泡的风险
如果粘结剂去除过快,形成的内部气体可能会被困在零件内部。随着压力积聚,它可能导致表面起泡或产生内部裂纹,严重损害零件的强度。
塌陷和变形的问题
如果在热脱脂过程中零件加热过快,粘结剂在充分去除之前可能会软化。在没有内部支撑结构的情况下,零件可能会在自身重量下下垂,导致尺寸精度损失。
碳残留问题
不完全的热脱脂可能会留下聚合物的碳残留物。这些碳在烧结过程中会干扰最终材料的化学性质,导致脆性和机械性能差。
对烧结的影响
一个良好脱脂的零件具有均匀的孔隙网络。这使得它在烧结过程中能够可预测且均匀地收缩。一个密度不均匀的脱脂不良零件会翘曲、开裂或无法达到目标密度,导致组件报废。
如何将此应用于您的项目
您的脱脂策略选择应与您的制造优先级直接对齐。
- 如果您的主要关注点是速度和批量生产: 催化脱脂通常是最佳选择,因为它循环时间快,但需要特定的粘结剂系统且设备成本较高。
- 如果您的主要关注点是复杂几何形状的零件完整性: 多阶段工艺,如溶剂脱脂后进行缓慢热循环,提供卓越的控制并最大限度地减少应力,降低复杂零件出现缺陷的风险。
- 如果您的主要关注点是成本效益和工艺简单性: 单一、精心控制的热脱脂循环可能是最经济的解决方案,尤其是在绝对最快的周转时间不是主要驱动因素时。
掌握脱脂过程就是掌握构建高质量、高性能零件的基础。
总结表:
| 脱脂方法 | 主要特点 | 理想应用场景 |
|---|---|---|
| 溶剂脱脂 | 溶解蜡粘结剂以产生孔隙。 | 复杂几何形状的初始阶段。 |
| 热脱脂 | 在受控炉中加热蒸发粘结剂。 | 经济高效,广泛使用的最终阶段。 |
| 催化脱脂 | 快速,在低温下使用气态酸催化剂。 | 速度至关重要的大批量生产。 |
准备好优化您的脱脂过程了吗?
正确的脱脂策略是成功进行MIM和3D打印的基础。KINTEK专注于精确热脱脂和催化脱脂所需的实验室设备和耗材,帮助您获得无缺陷且具有卓越机械性能的零件。
请立即使用下方表格联系我们,讨论我们的解决方案如何提升您的制造质量和效率。
图解指南