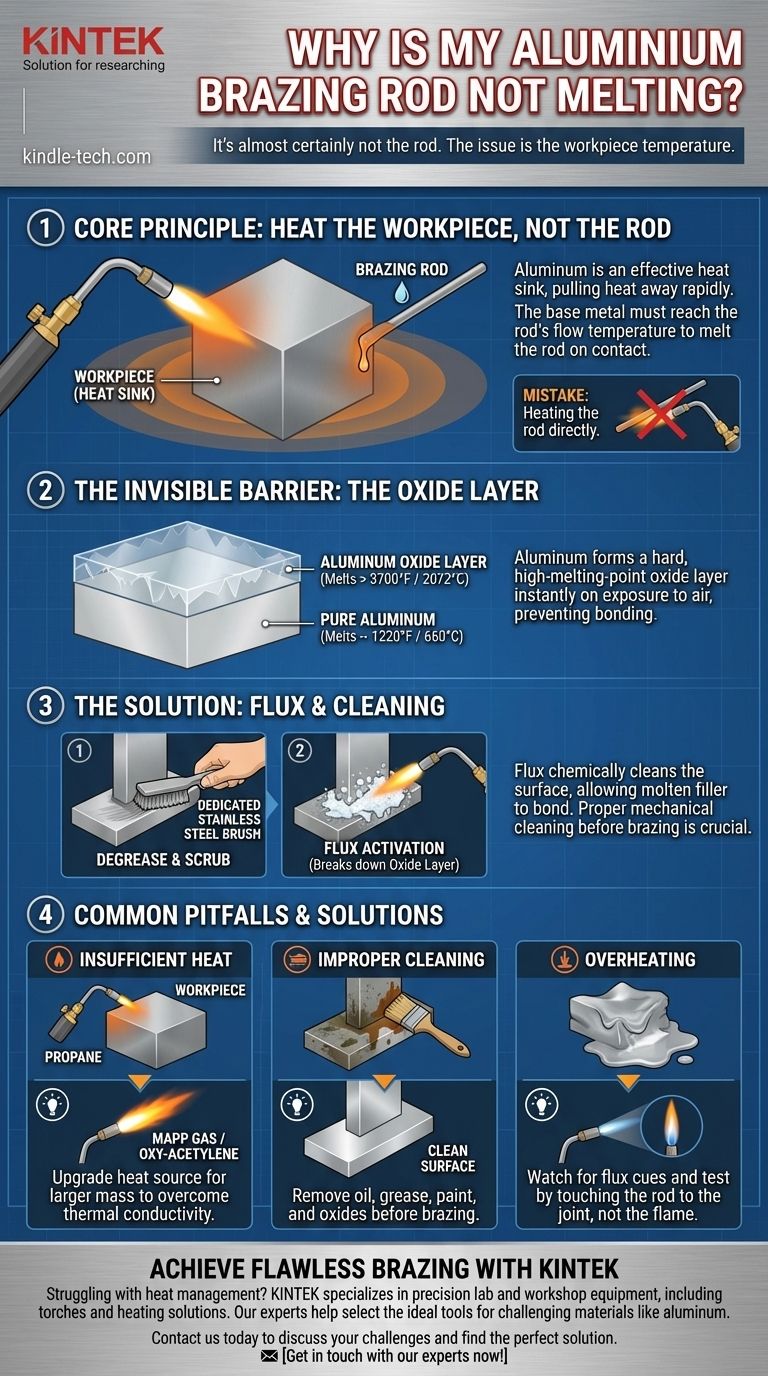
几乎可以肯定不是焊条的问题。您的铝钎焊条不熔化是因为您尝试钎焊的铝工件不够热。铝是一种非常有效的散热器,这意味着它比您的焊枪提供热量的速度更快地将热量从接头处带走,这一原理被称为高导热性。您必须加热母材,直到它足够热,才能在接触时熔化焊条。
铝钎焊的核心错误是直接用焊枪加热填充焊条。相反,您必须广泛而均匀地加热工件。母材本身必须达到焊条的流动温度,才能使焊条在接触工件时熔化并流入接头。
核心原则:加热工件,而不是焊条
了解铝在受热时的行为是成功钎焊的关键。它的特性与钢有根本不同,这让许多人感到困惑。
铝的高导热性
将铝部件想象成一个巨大的热量海绵。当您将焊枪对准一个点时,金属会迅速将热能散布到其整个质量中。
这意味着聚焦在接头上的小焊枪通常是在打一场败仗。工件不断地将热量带走,阻止接头区域达到焊条的熔化温度。
“流动”温度的误解
每种钎焊条都有一个特定的工作温度,通常称为其“流动温度”。这是母材必须达到的温度。
仅仅在火焰中熔化焊条是不够的。如果您这样做,熔化的铝只会聚成球状并掉落,因为较冷的工件没有理由让它粘附或流动。工件必须足够热,才能通过毛细作用将填充金属吸入接头。
无形屏障:氧化层
即使您掌握了正确的温度,还有一个关键因素在起作用:一层无形的氧化铝层。
什么是氧化铝?
铝一旦暴露在空气中,就会形成一层非常坚硬、透明的氧化铝层。这层保护金属,但对钎焊来说是一个大问题。
这种氧化层的熔点超过3700°F(2072°C),而下面的铝在约1220°F(660°C)熔化。在您熔化氧化层之前,您会先将工件熔化成一滩。
助焊剂的作用
这就是助焊剂变得必不可少的地方。无论是单独的糊状物还是钎焊条内部的芯(药芯焊条),它的作用都是作为一种强大的化学清洁剂。
当您加热工件时,助焊剂会活化。它会积极分解并去除氧化层,使熔化的填充金属能够直接与下面纯净、清洁的铝结合。没有有效的助焊剂作用,就不可能形成牢固的结合。

常见陷阱和技术错误
如果您正在加热工件但仍然不起作用,问题可能在于以下常见错误之一。
热源不足
您的焊枪可能功率不足以完成这项工作。基本的丙烷焊枪可能足以用于非常薄的铝管,但它无法应对较厚的板材或块状物。
金属的质量决定了所需的热量。对于较大的部件,您需要更热的燃料,如MAPP气体,甚至氧乙炔设备,以提供足够的BTU来克服金属的导热性。
清洁不当
助焊剂无法穿透油、油脂、油漆或重度阳极氧化层。该过程必须从完全清洁的金属开始。
首先,用丙酮或刹车清洁剂等溶剂对区域进行脱脂。然后,使用专用不锈钢刷用力刷洗接头区域。这会机械地破坏表面氧化物,并为助焊剂创造一个清洁、原始的表面。使用曾用于钢材的刷子会污染铝并破坏钎焊。
工件过热
将工件加热到焊条的流动温度与熔化工件本身之间有一条微妙的界限。这是学习曲线中最困难的部分。
观察助焊剂的视觉线索;当接近正确温度时,它通常会变得水状或透明。您还可以通过定期将焊条接触接头(远离火焰)进行测试。如果工件足够热,焊条会立即熔化并流动。如果不行,将其移开并施加更多热量。
成功钎焊的实用清单
按顺序应用这些原则,以解决问题并实现牢固可靠的接头。
- 如果您的主要目标是牢固的结合:从严格的清洁开始。对部件进行脱脂,然后在钎焊前立即用专用不锈钢刷刷洗接头。
- 如果您的主要目标是让焊条流动:广泛而均匀地加热工件,重点关注接头周围的区域,而不是接头本身。让热量“浸透”到部件中。
- 如果您的主要目标是避免在较厚部件上失败:确保您的热源足以应对金属的质量。如果丙烷焊枪在一分钟后仍不起作用,您可能需要升级到MAPP气体。
掌握工件中的热量,您就将掌握铝钎焊的艺术。
总结表:
| 常见问题 | 主要原因 | 关键解决方案 |
|---|---|---|
| 焊条不熔化 | 工件太冷 | 广泛而均匀地加热母材 |
| 焊条聚成球状,不粘附 | 氧化层阻止结合 | 使用适当的助焊剂并用不锈钢刷清洁 |
| 厚部件加工失败 | 焊枪功率不足 | 升级到MAPP气体或氧乙炔 |
| 接头薄弱、失效 | 钎焊前清洁不足 | 在加热前立即对接头区域进行脱脂和刷洗 |
使用正确的设备和专业知识,实现完美的铝钎焊效果。
在热管理或接头失效方面遇到困难?KINTEK专注于精密实验室和车间设备,包括适用于铝等挑战性材料的焊枪和加热解决方案。我们的专家可以帮助您选择适合您特定应用的理想工具,确保每次都能实现牢固可靠的结合。
立即联系我们,讨论您的钎焊挑战,并为您的实验室或车间需求找到完美的解决方案。
立即联系我们的专家!
图解指南
相关产品
- 用于工业应用的工程先进氧化铝陶瓷绝缘棒 Al2O3
- 精密加工氧化钇稳定氧化锆陶瓷棒,用于工程先进精细陶瓷
- 用于高温应用的氮化硼(BN)陶瓷棒
- 固态电池研究用温等静压机
- 定制PTFE特氟龙漏斗制造商,提供PTFE布氏漏斗和三角漏斗



















