要成功钎焊一个接头,您必须均匀地加热母材,使填充金属通过毛细作用被吸入接头。最常用的加热方法包括火焰钎焊、炉内钎焊、感应钎焊和电阻钎焊。真空钎焊和超声波钎焊等更专业的方法则用于特定的高性能应用。
关键的见解不仅仅是了解不同的加热方法,而是要明白每种方法都代表着速度、成本、精度和生产量之间的不同平衡。理想的方法完全取决于您应用的具体要求。
主要加热方法解释
选择正确的加热方法是设计钎焊工艺的第一个重要决定。每种技术与工件的相互作用方式不同,为某些材料、接头设计和生产规模提供了独特的优势。
火焰钎焊
这是最常见和最通用的方法,尤其适用于手动操作和维修。它涉及使用燃料气体火焰(如氧乙炔或天然气-空气)直接加热零件。
火焰钎焊的主要优点是其灵活性和较低的初始设备成本。然而,它高度依赖操作员的技能来获得均匀的加热并避免过热,过热可能会损坏母材或焊剂。
炉内钎焊
在这种方法中,整个组件(预先放置填充金属和焊剂)在受控气氛的炉中加热。
此过程确保了出色的温度均匀性,使其非常适合复杂组件或在单个零件上钎焊多个接头。由于可以同时处理许多零件,因此它非常适合中到高产量生产。
感应钎焊
感应钎焊使用通过铜线圈的高频交流电。这会产生一个电磁场,在金属零件内部感应出电流,从而产生快速、局部化的热量。
这种方法极其快速、精确且节能。由于热量局部集中在接头区域,它最大限度地减少了变形,并且易于自动化,适用于高产量、可重复的制造过程。
电阻钎焊
这种方法通过零件施加高电流,利用组件自身的电阻在接头界面处产生热量。通常使用碳电极来施加压力和电流。
电阻钎焊非常快速并产生局部热区。它最适合连接小型、导电的组件,其中热量可以在需要的地方精确产生。

专业和环境方法
对于对清洁度、材料兼容性或性能有极端要求的应用,需要这些核心方法的专业变体。
真空钎焊
真空钎焊是一种在真空室内部进行的特定类型的炉内钎焊。通过去除大气,它完全防止了母材的氧化。
这消除了对焊剂的需求,从而产生异常清洁和高强度的接头。它是航空航天、医疗和半导体行业关键部件的标准,特别是对于钛和铝等活性材料。
超声波钎焊
这是一种小众方法,主要用于连接异种材料,例如陶瓷与金属。它利用高频超声波振动来促进填充金属在表面上的润湿。
其主要优点是能够机械地破坏表面氧化物,这通常允许在不使用化学焊剂的情况下进行钎焊。
理解权衡
用于描述钎焊设备的术语可能令人困惑。区分加热方法和自动化策略至关重要。
自动化与加热方法
“自动钎焊机”一词并未描述一种加热方法。它描述的是一种工艺控制水平。
自动机器可以利用各种热源,最常见的是火焰或感应线圈,以最少的人工干预来执行钎焊过程。目标是提高一致性、可重复性和吞吐量。
关键决策因素
您选择加热方法应由四个主要考虑因素驱动:
- 生产量:手动火焰焊适用于维修,但对于数千个零件则需要感应或炉内方法。
- 接头复杂性:炉内钎焊为复杂零件提供均匀的热量,而火焰焊更适合单个、简单的接头。
- 材料类型:钛等活性金属需要真空炉,而普通钢材对大多数方法都具有良好的适应性。
- 所需质量:航空航天和医疗接头需要真空钎焊的无焊剂纯度,而普通管道则不需要。
为您的目标做出正确选择
最终目标是选择能够以最低总成本提供所需接头质量的工艺。使用这些指南来缩小您的选择范围。
- 如果您的主要关注点是小批量生产或维修:火焰钎焊提供了低资本成本和灵活性的最佳组合。
- 如果您的主要关注点是高产量、可重复的简单接头制造:感应钎焊提供了无与伦比的速度、精度和一致性。
- 如果您的主要关注点是连接复杂组件或一次连接多个零件:炉内钎焊为复杂的几何形状提供了最均匀的加热。
- 如果您的主要关注点是使用活性金属实现最高纯度和强度:真空钎焊是关键任务应用的明确方法。
通过将加热方法与您的特定材料、产量和质量要求相匹配,您可以确保获得坚固、可靠且经济高效的钎焊接头。
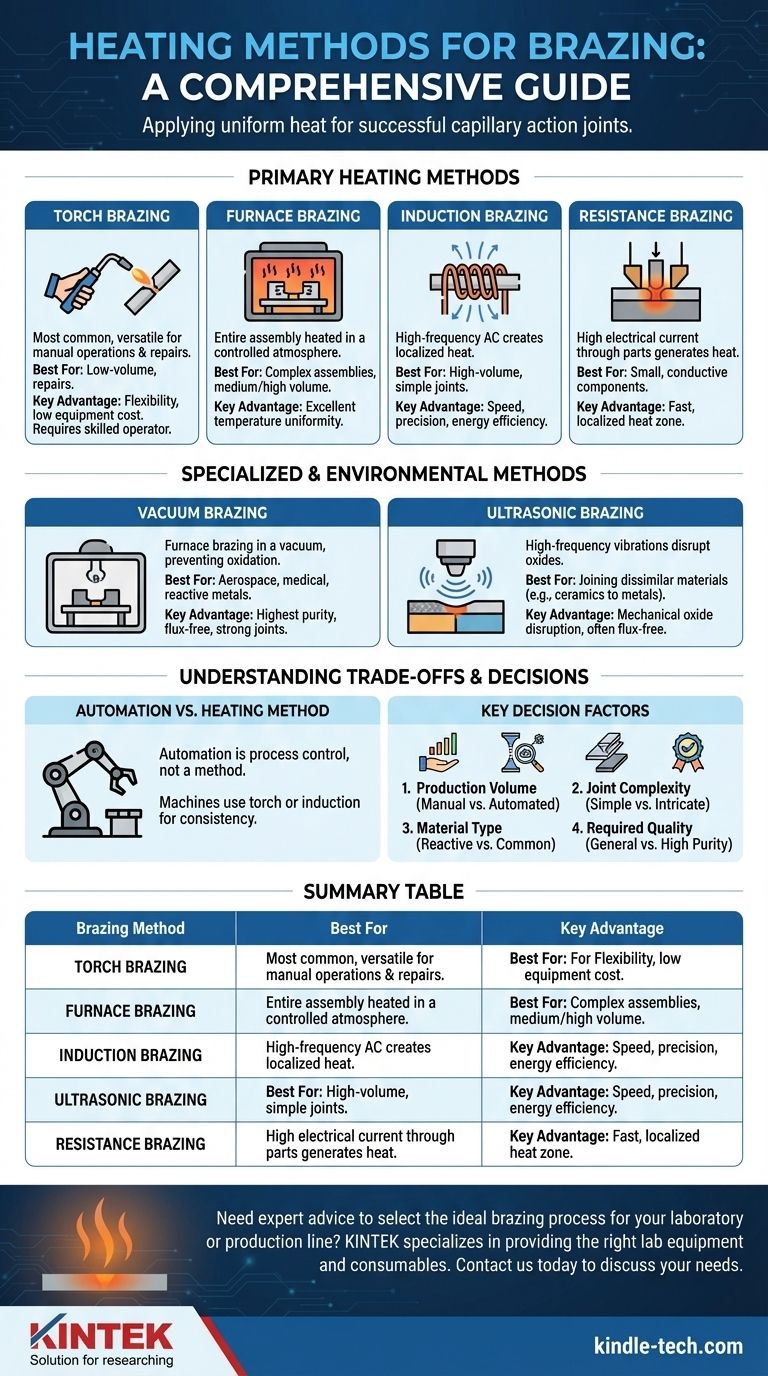
总结表:
| 钎焊方法 | 最适合 | 主要优势 |
|---|---|---|
| 火焰钎焊 | 维修,小批量工作 | 灵活性和低设备成本 |
| 炉内钎焊 | 复杂零件,中/高产量 | 出色的温度均匀性 |
| 感应钎焊 | 高产量,简单接头 | 速度、精度和能源效率 |
| 电阻钎焊 | 小型、导电零件 | 快速和局部加热 |
| 真空钎焊 | 航空航天、医疗、活性金属 | 最高纯度,无焊剂接头 |
需要专家建议来为您的实验室或生产线选择理想的钎焊工艺吗? KINTEK 专注于提供合适的实验室设备和耗材,以支持您的钎焊应用,从研发到全面生产。我们的团队可以帮助您实现坚固、可靠且经济高效的接头。 立即联系我们,讨论您的具体需求以及我们如何支持您的成功。
图解指南